Obțineți un citat
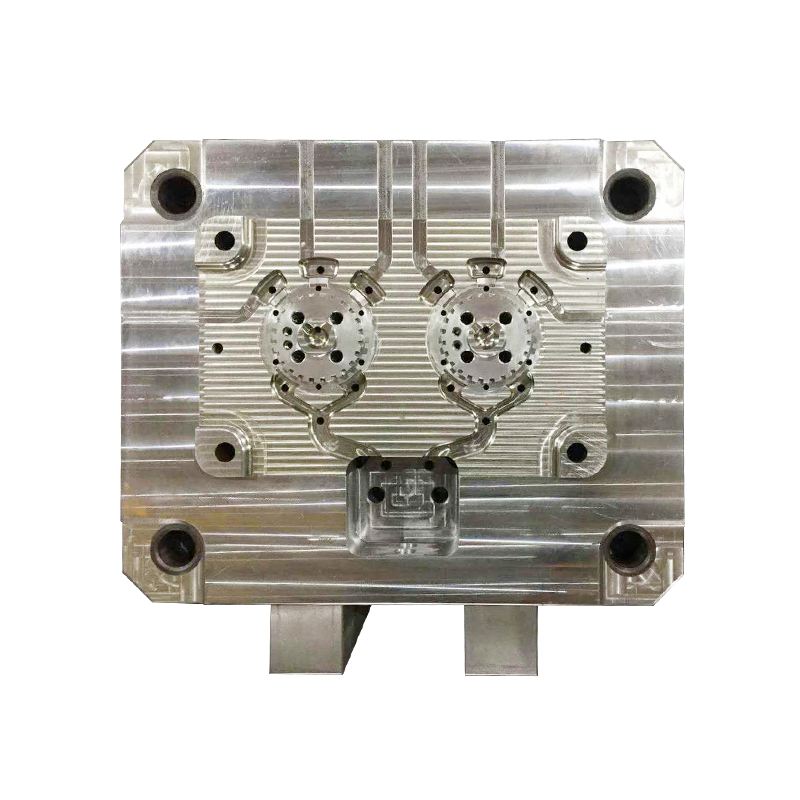
1. Pregătirea și asamblarea matriței
Jumătățile de matriță superioară și inferioară preprelucrate sunt montate pe piese auto turnare sub presiune placa de presiune a mașinii, asigurând o fixare strânsă și blocare în poziție.
Pentru a preveni lipirea metalului, un strat refractar este adesea pulverizat pe suprafața cavității matriței sau suprafața este curățată cu perie.
2. Încălzire și injecție cu metal topit
Aliajul de aluminiu sau magneziu este încălzit la o temperatură de topire adecvată (aproximativ 600–700°C) într-un cuptor și apoi este injectat în cavitatea matriței la viteză mare și uniform folosind un sistem de injecție de înaltă presiune.
Injecția de înaltă presiune poate umple cavitățile complexe într-un timp foarte scurt, asigurând o grosime uniformă a peretelui.
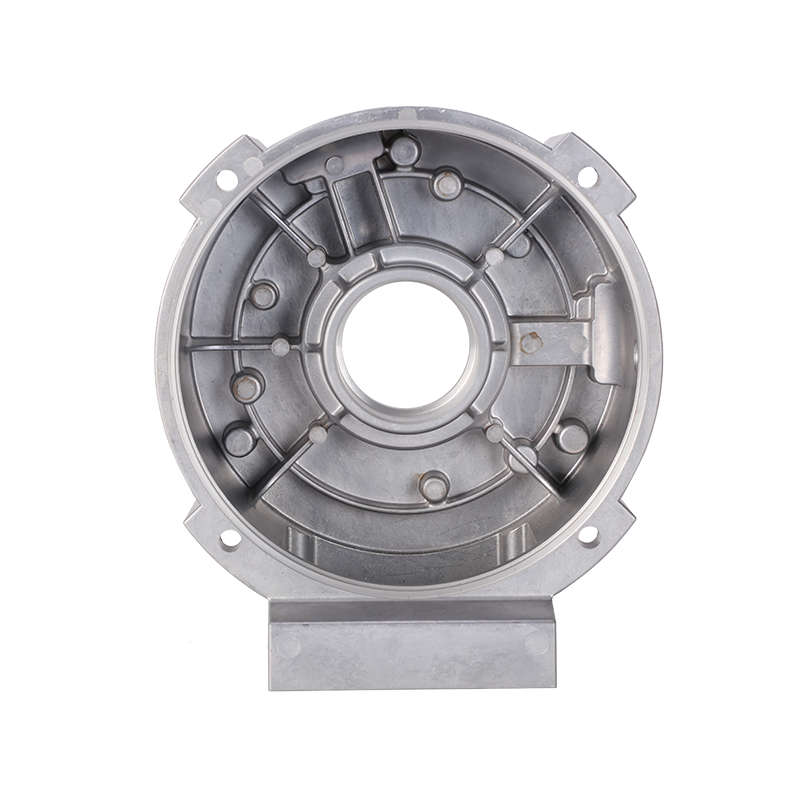
3. Răcire și solidificare rapidă
După ce intră în cavitatea matriței, metalul este imediat răcit rapid de sistemul de răcire al matriței (de obicei răcire cu apă sau ulei), formând o structură cristalină densă.
Solidificarea rapidă este un pas cheie în obținerea grosimii fine a peretelui și a preciziei dimensionale ridicate.
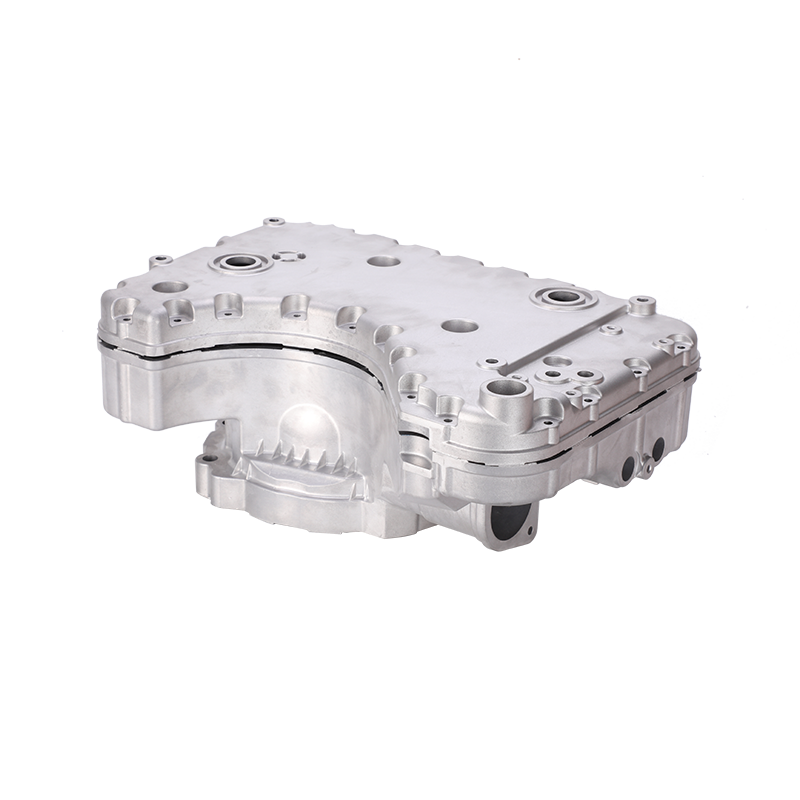
4. Deschiderea mucegaiului și îndepărtarea pieselor
După ce metalul s-a solidificat complet, matrița este deschisă și partea fierbinte este ejectată cu ajutorul unui dispozitiv de ejectare.
După îndepărtare, debavurarea, curățarea și tratarea suprafeței necesare sunt efectuate pentru a îndeplini cerințele ulterioare de asamblare.
Cum îmbunătățește turnarea sub presiune rezistența și durabilitatea pieselor auto? Mecanisme de turnare sub presiune în creșterea rezistenței și durabilității
1. Structură cu granulație fină
Injecția la presiune înaltă și răcirea rapidă fac ca aliajul să formeze granule fine și uniforme în timpul solidificării. Boabele fine îmbunătățesc semnificativ rezistența de curgere a materialului și durata de viață la oboseală.
2. Finisaj excelent al suprafeței și precizie dimensională
Turnarea sub presiune oferă piese turnate de formă aproape netă, cu rugozitate scăzută a suprafeței și erori dimensionale mici, reducând concentrația de tensiuni în timpul prelucrării și asamblarii ulterioare, îmbunătățind astfel durabilitatea generală.
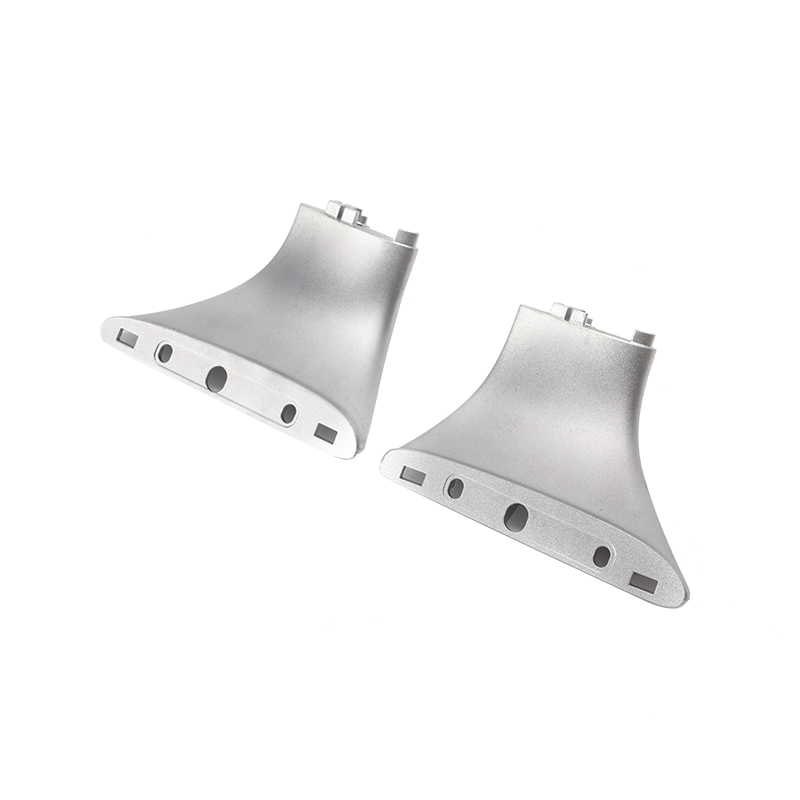
3. Dispunerea nervurii raționale și a nervurilor de armare
În timpul etapei de proiectare a matriței, optimizarea formelor nervurilor (cum ar fi hexagoanele și trapezele) realizează o distribuție uniformă a tensiunilor, evitând concentrarea localizată a tensiunilor care ar putea duce la fisuri sau deformare. Designul structural bun îmbunătățește direct rezistența la impact și rezistența la oboseală a piesei.
4. Controlul porozității și defectelor
Prin parametrii de proces preciși (viteza de injecție, timpul de menținere, viteza de răcire) și un sistem de aerisire a gazului, defectele interne precum porozitatea și cavitățile de contracție sunt minimizate pentru a asigura densitatea și fiabilitatea pieselor turnate.
Ești gata COOPERA Cu Jieda?
* E -mailul dvs. este în siguranță cu noi, nu spam.
Produse
Informații de contact
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, districtul Beilun, Ningbo