Obțineți un citat
În timpul turnării sub presiune, defectele apar adesea din dezechilibre în fluxul de metal, conducerea căldurii și proiectarea matriței. Controlul precis al parametrilor cheie de proces poate reduce eficient rata defectelor.
Controlul temperaturii în fază lichidă: Controlați cu strictețe temperatura de turnare a aluminiului topit pentru a evita solidificarea incompletă și defectele de închidere la rece cauzate de temperaturi excesiv de scăzute.
Îndepărtarea gazelor: în timpul procesului de topire, utilizați tehnologia de suflare cu azot sau heliu pentru a îndepărta gazele dizolvate, cum ar fi hidrogenul, din aluminiul topit, prevenind porozitatea gazului și porozitatea de contracție.
Filtrarea impurităților: Folosiți plasă metalică sau filtre ceramice pentru a îndepărta zgura și depunerile de oxid din aluminiul topit, asigurând puritatea acestuia.
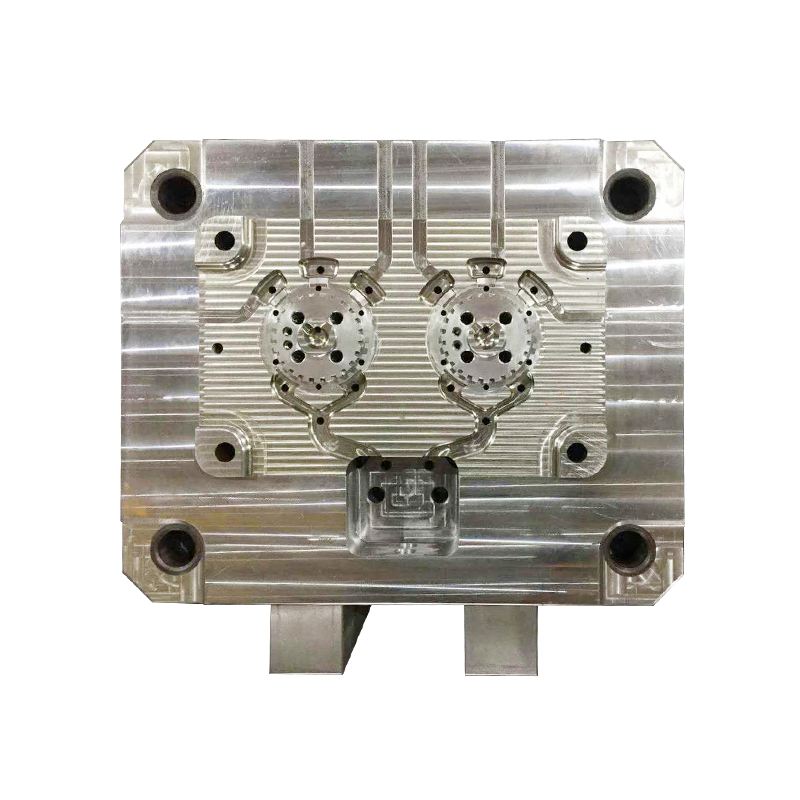
Design sistem de răcire: Optimizați debitul și temperatura canalelor de apă de răcire pentru a asigura o distribuție uniformă a temperaturii în matriță, evitând deformarea sau fisurarea termică cauzată de diferențele locale excesive de temperatură.
Design Gateway: Analiza CFD (computational fluid dynamics) este utilizată pentru a optimiza poarta de acces, canalul și sistemul de distribuție, asigurând o fluiditate suficientă a metalului topit în timpul curgerii și prevenind așchii reci.
Întreținerea matriței: inspectați regulat lustruirea și uzura suprafeței matriței, înlocuind prompt piesele deteriorate pentru a asigura calitatea suprafeței pieselor turnate sub presiune.
Controlul vitezei de injecție: Viteza de injecție este controlată cu precizie pe baza fluidității aluminiului topit și a complexității pieselor pentru a evita porozitatea din cauza debitului insuficient.
Setarea timpului de menținere: timpul de menținere și presiunea sunt setate corespunzător pentru a se asigura că aluminiul topit umple complet matrița și compensează contracția, reducând riscul de porozitate și cavități de contracție.
Dispunerea punctului de injecție: locația optimă a punctului de injecție este determinată prin analiza cu elemente finite pentru a evita scăderile de temperatură și defectele cauzate de căi de curgere a metalului topit excesiv de lungi.
Testare nedistructivă: inspecția cu raze X sau detectoarele cu ultrasunete de defecte sunt utilizate pentru a efectua teste nedistructive asupra defectelor interne pentru a asigura calitatea produsului finit.
Monitorizarea procesului: Monitorizarea în timp real a curbei de injecție a mașinii de turnat prin injecție, înregistrând parametrii de injecție ai fiecărei mașini pentru a oferi o bază pentru trasabilitatea calității.
Îmbunătățire continuă: stabilirea unui sistem de management al calității în buclă închisă (cum ar fi IATF 16949), analiza statistică a defectelor descoperite și optimizarea continuă a parametrilor procesului.
Ești gata COOPERA Cu Jieda?
* E -mailul dvs. este în siguranță cu noi, nu spam.
Produse
Informații de contact
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, districtul Beilun, Ningbo