Obțineți un citat
Turnare sub presiune este unul dintre cele mai eficiente și mai rentabile procese de fabricare a metalelor disponibile astăzi. Pe scurt: dacă aveți nevoie de volume mari de piese metalice precise și complexe, turnarea sub presiune este probabil cea mai bună opțiune . Oferă toleranțe dimensionale strânse, finisaje excelente ale suprafețelor și timpi de ciclu rapid pe care puține alte procese îi pot egala. Acest ghid acoperă tot ce trebuie să știți — de la modul în care funcționează procesul până la limitările, metodele și aplicațiile din lumea reală.

Turnarea sub presiune este un proces de turnare a metalului în care metalul topit este forțat sub presiune înaltă într-o matriță reutilizabilă din oțel (numită „matriță”). Odată ce metalul se solidifică, matrița se deschide și piesa finită este aruncată. Apoi matrița poate fi folosită din nou - de obicei pentru zeci de mii până la sute de mii de cicluri.
Cele mai frecvent utilizate metale în turnarea sub presiune includ aliaje de aluminiu, zinc, magneziu și cupru . Aluminiul este de departe cel mai popular datorită raportului său excelent rezistență-greutate, rezistenței la coroziune și conductivității termice.
Spre deosebire de turnarea cu nisip, care folosește matrițe consumabile, turnarea sub presiune folosește scule permanente din oțel. Acest lucru îl face ideal pentru producția de volum mare, unde consistența și repetabilitatea sunt esențiale.

Ciclul de turnare sub presiune urmează o secvență consecventă:
Timpii ciclului variază în funcție de dimensiunea și complexitatea piesei, dar de obicei variază de la câteva secunde până la câteva minute . O celulă de turnare sub presiune din aluminiu bine optimizată poate produce sute de piese pe oră.

Cele două metode principale de turnare sub presiune diferă în ceea ce privește modul în care metalul topit este introdus în matriță:
În turnarea sub presiune cu cameră fierbinte, mecanismul de injecție este scufundat direct în metalul topit. Această metodă oferă timpi de ciclu mai rapid și este cel mai potrivit pentru metale cu punct de topire scăzut, cum ar fi aliajele de zinc, staniu și plumb. Nu este potrivit pentru aluminiu, deoarece aluminiul ar eroda componentele scufundate.
În turnarea sub presiune cu cameră rece, metalul topit este introdus într-o cameră separată de împușcare înainte de fiecare injecție. Această abordare este folosită pentru aliaje de aluminiu, magneziu și cupru — metale cu puncte de topire mai mari care ar deteriora un sistem cu camere fierbinți. Deși este puțin mai lentă decât camera fierbinte, turnarea sub presiune în cameră rece permite producerea de piese mai puternice și mai durabile.
| Caracteristică | Camera fierbinte | Camera rece |
|---|---|---|
| Metale potrivite | Zinc, staniu, plumb | Aluminiu, magneziu, cupru |
| Viteza ciclului | Mai repede | Puțin mai lent |
| Presiune de injecție | Mai jos | Mai sus |
| Puterea parțială | Moderat | Mai sus |
| Aplicații tipice | Piese mici de consum | Auto, industrial |

Turnarea sub presiune atinge în mod constant toleranțe de ±0,1 mm sau mai strâns , eliminând adesea nevoia de prelucrare secundară. Acest nivel de repetabilitate în mii de piese este dificil de egalat cu alte metode de turnare.
Odată ce sculele sunt la locul lor, mașinile de turnare sub presiune pot funcționa non-stop, producând piese în cicluri cât mai scurte 15-20 de secunde pentru componente mici din aluminiu. Acest randament o face una dintre cele mai rapide metode pentru producția de piese metalice de volum mare.
Turnarea sub presiune suportă caracteristici interne complexe, pereți subțiri (la fel de subțiri ca 0,5 mm în unele aplicații din aluminiu), tăieturi și componente aproape de formă netă, care ar fi costisitoare sau imposibile doar cu prelucrarea.
În timp ce costurile inițiale cu scule sunt semnificative, costul pe piesă scade dramatic la scară. Pentru producția de zeci de mii sau mai mult, turnarea sub presiune este de obicei mult mai economică decât prelucrarea CNC sau alte procese.

Turnarea sub presiune nu este lipsită de compromisuri. Înțelegerea limitărilor sale vă ajută să determinați dacă este procesul potrivit pentru proiectul dvs.
O singură matriță de turnare sub presiune din aluminiu poate costa oriunde 10.000 USD până la peste 100.000 USD , în funcție de complexitate. Acest lucru face ca turnarea sub presiune să fie o alegere proastă pentru prototipuri sau volume de producție foarte mici.
Turnarea sub presiune este limitată la metale neferoase. Oțelul și fierul nu pot fi turnate, deoarece punctele lor ridicate de topire ar distruge matrițele de oțel. Dacă proiectul dumneavoastră necesită metal feros, trebuie luate în considerare procese alternative, cum ar fi turnarea cu investiții sau turnarea cu nisip.
Aerul poate rămâne prins în cavitatea matriței în timpul injectării, creând porozitate internă. Acest lucru poate compromite rezistența mecanică și poate face piesa nepotrivită pentru aplicații etanșe la presiune, dacă nu este controlată prin turnare sub presiune asistată de vid sau alte tehnici.
Majoritatea mașinilor de turnare sub presiune sunt potrivite pentru piese de până la aproximativ 25 kg . Componentele foarte mari sunt mai bine deservite de turnarea cu nisip sau de alte procese bazate pe gravitație.
Motoarele din oțel se uzează în timp, în special în cazul aliajelor la temperatură ridicată. Programele de întreținere adecvate sunt esențiale pentru a păstra acuratețea dimensională și pentru a prelungi durata de viață a matriței - de obicei 100.000 până la 500.000 de fotografii în funcţie de materiale şi parametrii procesului.
În calitate de producător de matrițe de turnare din China și fabrică de matrițe de turnare personalizate, Ningbo Jieda Moulding & Machine Co., Ltd. oferă o gamă cuprinzătoare de procese de turnare pentru a se potrivi diferitelor geometrii ale pieselor, materialelor și cerințelor de volum.
Cea mai comună metodă de turnare sub presiune. Metalul topit este injectat la presiuni de până la 25.000 psi , producând piese dense, precise, cu un finisaj excelent al suprafeței. Jieda operează utilaje Lijin din Hong Kong 200T până la 1600T forță de strângere pentru a se adapta la o gamă largă de dimensiuni de piese.
Metalul este împins în sus în matriță folosind presiune scăzută (de obicei 0,7–1,0 bar ), permițând un control mai bun al fluxului de metal și o turbulență redusă. Această metodă este potrivită în special pentru piesele structurale care necesită proprietăți mecanice mai mari și porozitate mai mică.
O alegere economică pentru producția de volum redus sau geometrii mari și complexe, unde sculele permanente nu sunt justificate din punct de vedere al costurilor. Formele de nisip sunt create dintr-un model și aruncate după fiecare turnare, făcând această metodă extrem de flexibilă.
Un model de ceară este acoperit cu material de înveliș ceramic, apoi este topit pentru a lăsa o cavitate precisă. Turnarea cu investiții produce piese cu detalii și precizie excepționale ale suprafeței - adesea folosite pentru componente aerospațiale, dispozitive medicale și piese industriale complexe.
Metalul topit este turnat într-o matriță metalică permanentă folosind gravitația mai degrabă decât presiunea. Acest lucru are ca rezultat o porozitate mai mică decât turnarea sub presiune la înaltă presiune și este potrivit pentru producția de volum mediu de piese mai dense, cu pretenții structurale.

Piesele brute turnate sub presiune necesită adesea un tratament de suprafață sau o prelucrare secundară înainte de a fi gata de utilizare. Operațiunile comune de finisare includ:
Jieda oferă servicii complete de tratare a suprafețelor și finisare împreună cu operațiunile sale de turnare, livrând componente gata de utilizare clienților din sectoarele auto, motoare, pneumatice, comunicații și energie nouă.
Turnarea sub presiune este utilizată în aproape toate industriile majore care necesită componente metalice de mare volum. Domeniile cheie de aplicare includ:
| Industria | Piese turnate sub presiune tipice | Material comun |
|---|---|---|
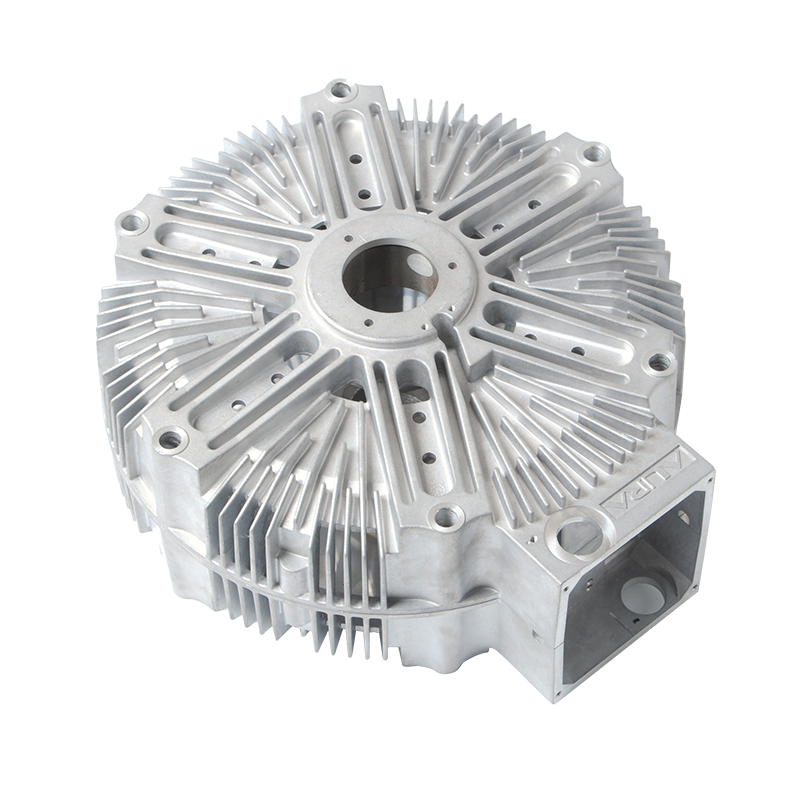
| Automobile | Carcase de motor, carcase de transmisie, suporturi | Aluminiu, magneziu |
| Motoare electrice | Scuturi de capăt, carcase, rame de rotor | Aluminiu |
| Pneumatică | Corpuri de supape, carcase de cilindri | Aluminiu, Zinc |
| Telecomunicatii | Carcase, radiatoare, componente antene | Aluminiu, Zinc |
| Energie nouă / Fotovoltaic | Carcase de invertor, cadre de montaj | Aluminiu |
| Iluminare | Carcase LED, corpuri lămpi, radiatoare | Aluminiu |
| Cutii de viteze / Reductore | Carcase reductoare, cutii de viteze | Aluminiu |

Fondată în 1987, Ningbo Jieda Molding & Machine Co., Ltd. este o întreprindere națională de înaltă tehnologie cu sediul în Beilun, Ningbo — un oraș recunoscut drept „Orașul natal al matrițelor de turnare sub presiune din China”. Cu peste 35 de ani de experiență, Jieda aduce în fiecare proiect o combinație de expertiză tehnică profundă și scară de producție dovedită.
Capacitățile și acreditările cheie includ:
Locația Jieda în Beilun oferă, de asemenea, avantaje logistice directe — adiacent Portul Beilun și autostrada Hangzhou-Ningbo – care permite transportul internațional rapid și fiabil către clienții globali.
Turnarea sub presiune este alegerea potrivită atunci când proiectul dvs. îndeplinește aceste criterii:
Dacă volumele dumneavoastră sunt mici, piesa dumneavoastră este foarte mare sau aveți nevoie de material feros, metodele alternative de turnare, cum ar fi turnarea cu nisip sau turnarea cu investiții, pot fi mai potrivite. Echipa de ingineri Jieda vă poate evalua cerințele specifice și vă poate recomanda cel mai potrivit proces - indiferent dacă este vorba de turnare sub presiune înaltă, turnare sub presiune joasă, turnare gravitațională sau o altă metodă în întregime.
Contactați Jieda astăzi pentru a discuta despre proiectul dvs. și pentru a primi o soluție personalizată susținută de peste trei decenii de experiență în turnarea sub presiune.
Ești gata COOPERA Cu Jieda?
* E -mailul dvs. este în siguranță cu noi, nu spam.
Produse
Informații de contact
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, districtul Beilun, Ningbo