Obțineți un citat
Turnare piese auto reprezintă aplicația de bază a tehnologiei de turnare la presiune înaltă a aliajelor de aluminiu în producția de automobile. Prin intermediul matrițelor de precizie, aluminiul topit este umplut și format rapid sub presiune ridicată pentru a produce carcasă și componente structurale complexe, precise din punct de vedere dimensional și cu suprafață netedă într-o singură operațiune. În comparație cu ansamblurile sudate tradiționale din oțel, piesele turnate sub presiune din aluminiu realizează reduceri de greutate de 40% până la 60%, impunându-se drept procesul de producție dominant pentru componentele critice, inclusiv blocurile motoare, carcasele cutiei de viteze, radiatoarele de iluminat stradal cu LED, carcasele motoarelor auto cu energie nouă și corpurile supapelor. În calitate de producător de turnare sub presiune certificat IATF16949, Ningbo Jieda Molding & Machine Co., Ltd operează o serie de mașini automate de turnare sub presiune Lijin, de la 1600T la 200T, alături de peste 80 de seturi de echipamente de prelucrare CNC de precizie, implementând managementul în buclă închisă de la proiectarea matriței până la livrarea produsului finit.
Tehnologia de turnare sub presiune a aluminiului domină industria auto datorită avantajelor sale integrate în ceea ce privește performanța materialului, eficiența formării și controlul costurilor. Densitatea aliajului de aluminiu este de doar 2,7 g/cm³, mai puțin de o treime din cea a oțelului, permițând o greutate semnificativă a pieselor structurale cu pereți subțiri, cum ar fi carcasele cutiei de viteze și capacele de capăt ale motorului. Turnarea la presiune înaltă realizează viteze de umplere de 30 până la 60 m/s, cu cicluri de producție dintr-o singură piesă variind de obicei între 30 și 90 de secunde, ceea ce o face ideală pentru producția automată de mare volum. Piesele turnate sub presiune oferă precizie dimensională de CT6 până la CT8 și rugozitate a suprafeței de Ra3,2 până la 6,3, necesitând o alocație minimă de prelucrare și producând rate ridicate de utilizare a materialului.
| Factorul de comparație | Turnare sub presiune din aluminiu | Turnare tradițională cu nisip | Ștanțare și sudare din oțel |
| Greutatea unei singure părți | Redus cu 40% până la 60% | Similar | Linia de bază |
| Grosimea minima a peretelui | Realizabil la 2,0 mm | De obicei peste 4 mm | Limitat de constrângeri de ștanțare |
| Precizie dimensională | CT6 la CT8 | CT10 până la CT12 | Depinde de controlul deformarii la sudare |
| Timpul ciclului de producție | 30 până la 90 de secunde pe parte | Câteva ore pe matriță | Acumulare de procese multiple |
| Rugozitatea suprafeței | Ra3,2 până la 6,3 | Ra12,5 până la 25 | Ra6,3 până la 12,5 |
Datele din tabel demonstrează că turnarea sub presiune a aluminiului are avantaje de neînlocuit în pereții subțiri, precizie ridicată și formare rapidă. Luând ca exemplu carcasele motoarelor auto cu energie nouă, turnarea sub presiune din aluminiu permite controlul grosimii peretelui cu 2,5 mm, reducând greutatea totală cu aproximativ 45% în comparație cu soluțiile din fontă. Procesul integrat de turnare sub presiune elimină riscurile de etanșare asociate cu sudarea, în timp ce canalele de apă de răcire pot fi formate direct în matriță, sporind eficiența disipării termice a motorului.
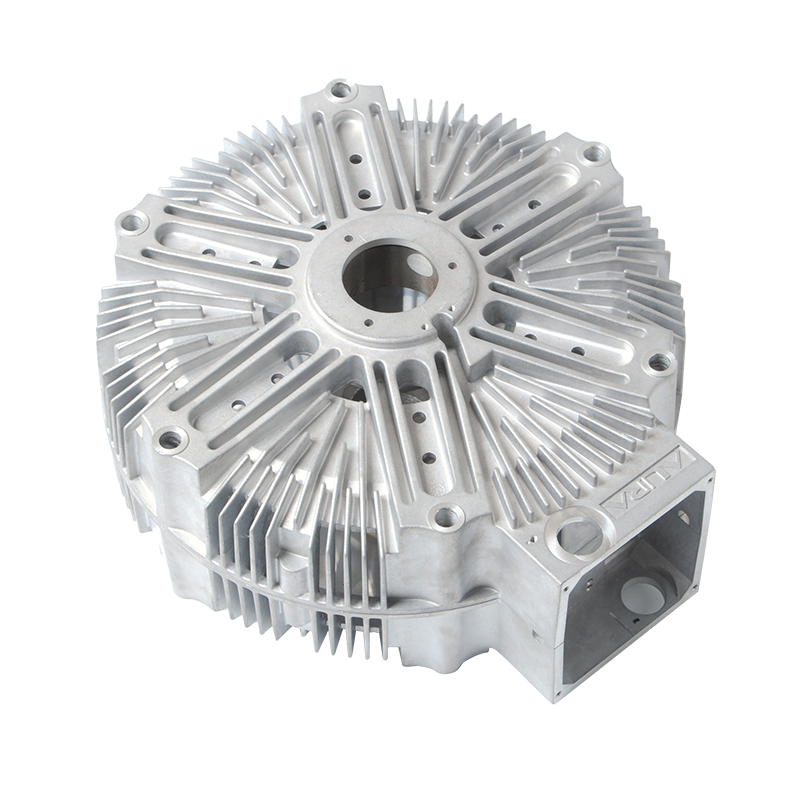
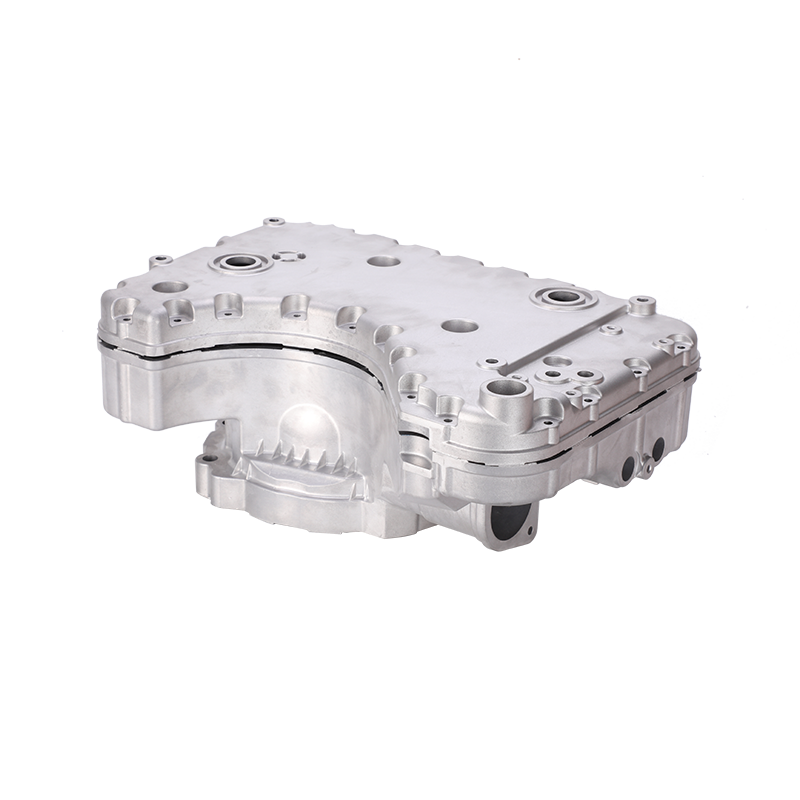
Aplicațiile de turnare sub presiune a pieselor auto acoperă acum patru sectoare majore: sisteme de propulsie, sisteme de transmisie, sisteme de șasiu și structuri de caroserie. În sistemele de motoare, pistoanele din aluminiu turnate sub presiune, capacele chiulasei și galeriile de admisie reduc efectiv masa alternativă și îmbunătățesc economia de combustibil. În aplicațiile de transmisie, carcasele cutiei de viteze construite din aluminiu turnat sub presiune nu numai că reduc greutatea ansamblului, ci și oferă o conductivitate termică superioară pentru a facilita răcirea uleiului de viteze și pentru a extinde intervalele de înlocuire a lubrifiantului.
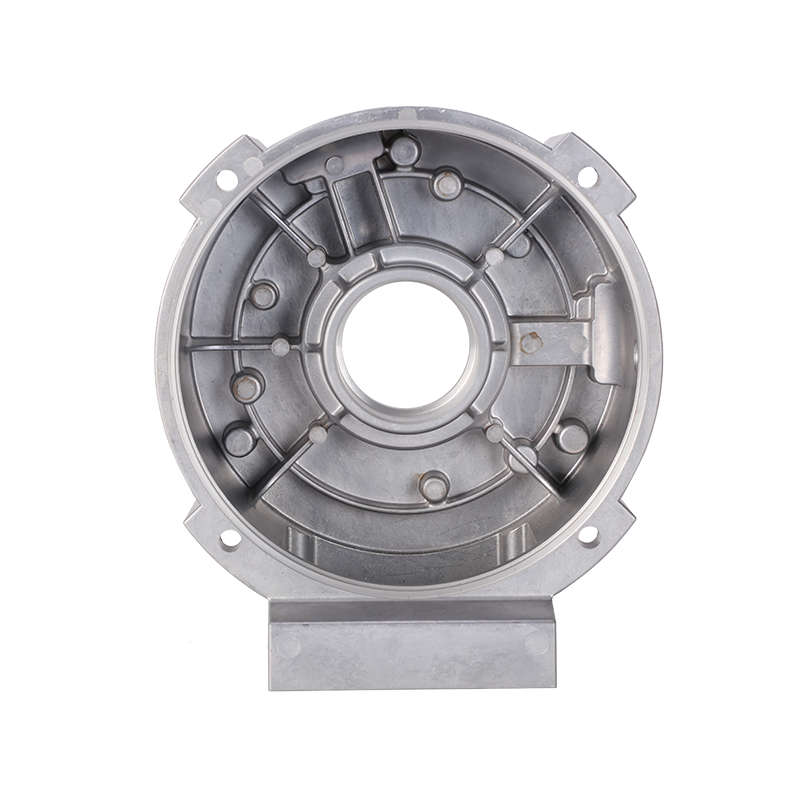
Dezvoltarea rapidă a vehiculelor cu energie nouă a deschis noi oportunități de creștere pentru tehnologia de turnare sub presiune. Carcasele motorului, plăcile de capăt ale pachetului de baterii și carcasele controlerului adoptă în principal soluții de turnare sub presiune din aluminiu. Carcasele motorului, de exemplu, necesită canale integrate de apă de răcire și umeri de montare la interior, prezentând structuri complexe cu cerințe mari de etanșare. Turnarea sub presiune permite formarea dintr-o singură lovitură a profilelor canalelor de apă, reducând operațiunile de prelucrare și riscurile de scurgere. În plus, aplicațiile inter-industriale, cum ar fi radiatoarele cu LED-uri pentru iluminatul stradal și corpurile de supape pneumatice, se bazează pe experiența matură în turnarea sub presiune din automobile, utilizând coeficientul ridicat de conductivitate termică al aluminiului pentru o disipare eficientă a căldurii.
| Sistem de aplicare | Piese turnate sub presiune tipice | Grad material | Cerințe de bază de performanță |
| Sistemul motorului | Pistoane, Capace Chiulasă, Baie de Ulei | A380, ADC12 | Rezistență la temperaturi ridicate, rezistență la uzură |
| Sistem de transmisie | Carcasa cutiei de viteze, Carcasa ambreiajului | A380, AlSi10MnMg | Rigiditate, etanșare, conductivitate termică |
| Grup motopropulsor cu energie nouă | Carcasa motorului, plăci de capăt ale bateriei | AlSi10MnMg, A365 | Conductivitate termică, ecranare EMI, etanșeitate la aer |
| Sistemul de șasiu | Fusete de direcție, suporturi pentru brațul de control | A356, AlSi7Mg | Rezistența la oboseală, rezistența la impact |
| Structura corpului | Îmbinări ale stâlpului A, turnuri de șoc | AlSi10MnMg | Absorbție de energie în caz de accident, fiabilitatea conexiunii |
În special, descoperirile în tehnologia integrată de turnare sub presiune au permis formarea ansamblurilor de podea din spate Tesla Model Y și a componentelor structurale similare foarte mari într-o singură operațiune de turnare. Această abordare consolidează peste 70 de piese individuale ștanțate și sudate într-o singură turnare sub presiune, simplificând semnificativ lanțurile de aprovizionare și procesele de asamblare. Această tendință indică faptul că tehnologia de turnare sub presiune evoluează de la fabricarea cu o singură componentă la piese structurale integrate la scară largă.
Turnarea sub presiune a pieselor auto de înaltă calitate depinde de coordonarea sistematică între proiectarea matriței, parametrii de turnare și operațiunile de post-procesare. În timpul fazei de proiectare a matriței, poziționarea porții, canalele de aerisire și dispunerea circuitului de răcire determină în mod direct completitatea umplerii și ratele de porozitate internă. Platformele integrate de proiectare CAD/CAE/CAM permit simularea virtuală a fluxului de aluminiu, contracției prin solidificare și distribuția tensiunii termice, permițând identificarea timpurie a riscurilor de defect, inclusiv prin captarea gazelor, închiderea la rece și fisurarea la cald.
Controlul de precizie al parametrilor de turnare sub presiune este la fel de critic. Pentru mașinile automate de turnare sub presiune de clasa 1600 de tone, ferestrele tipice de proces includ: temperatura aluminiului topit 680 până la 720°C, temperatura matriței 180 până la 240°C, presiunea de injecție 60 până la 100MPa, cu poziții de comutare de mare viteză stabilite precis în funcție de grosimea peretelui părții. Temperatura excesivă a aluminiului mărește includerea de oxid și tendințele de lipire a matriței, în timp ce temperatura insuficientă a matriței duce la închiderea la rece și urme de curgere la suprafață. În consecință, controlul coordonat între unitățile de temperatură a matriței și mașinile de turnare sub presiune formează baza pentru consistența lotului.
Operațiunile de post-procesare includ îndepărtarea porților, tratamentul termic, prelucrarea de precizie și finisarea suprafețelor. Tratamentul termic T6 îmbunătățește în mod semnificativ rezistența la tracțiune a materialului A356 de la aproximativ 180 MPa în stare turnată la peste 310 MPa. Pentru componentele critice de etanșare, cum ar fi carcasele cutiei de viteze și corpurile supapelor, este obligatorie testarea etanșeității 100%, cu detectoare de scurgeri cu spectrometrie de masă cu heliu capabile să identifice micro-scurgeri la niveluri de 1×10⁻⁵Pa·m³/s.
În timp ce aliajele de aluminiu domină componentele structurale mari ale autovehiculelor, turnarea sub presiune a zincului menține o valoare unică în piesele mici de precizie. Punctul de topire al aliajului de zinc este de aproximativ 420°C, substanțial mai mic decât aliajele de aluminiu, ceea ce duce la o încărcare termică redusă pe matrițe și o durată de viață extinsă a matriței, ajungând la 500.000 până la 1.000.000 de cicluri, comparativ cu 100.000 până la 200.000 de cicluri pentru turnarea matriței înainte de revizuirea majoră a matriței. Piesele turnate sub presiune din zinc ating o precizie dimensională mai mare la niveluri CT4 până la CT5, cu suprafețe potrivite pentru cromarea decorativă directă, aplicată în mod obișnuit la mecanismele de blocare a ușilor auto, embleme decorative și conectori de precizie în aplicații cu loturi mici, cu valoare adăugată ridicată.
Cu toate acestea, densitatea aliajului de zinc de 6,7 g/cm³ este de aproximativ 2,5 ori mai mare decât cea a aluminiului, limitând aplicarea acestuia în structurile primare auto cu greutate redusă. Prin urmare, producătorii de turnare sub presiune iau în mod obișnuit decizii de selecție a materialelor între aluminiu și zinc pe baza dimensiunilor pieselor, a obiectivelor de greutate și a cerințelor funcționale: carcasele mari și componentele structurale acordă prioritate aliajelor de aluminiu, în timp ce componentele mici de transmisie de precizie și piesele decorative pot lua în considerare soluții de matriță de turnare cu zinc.
La selectarea furnizorilor de turnare sub presiune a pieselor auto, se recomandă evaluarea pe trei dimensiuni: sisteme de calitate, capabilități ale echipamentelor și echipe tehnice. În primul rând, certificarea IATF16949 servește drept prag de intrare pentru lanțurile de aprovizionare auto, solicitând furnizorilor să implementeze managementul riscurilor în cadrul proceselor de dezvoltare a designului, producție și service. În al doilea rând, forța de strângere a mașinii de turnare sub presiune determină aria maximă proiectată a pieselor producibile; Echipamentele de clasă de 1600 de tone acoperă majoritatea carcaselor cutiei de viteze și ale motorului, în timp ce componentele structurale integrate ultra-mari necesită mașini de peste 6000 de tone.
Capacitatea internă de proiectare a matriței reprezintă un alt indicator de bază. Producătorii echipați cu peste 80 de centre de prelucrare CNC, mașini EDM și echipamente de tăiere a sârmei pot finaliza întregul proces de proiectare a matriței, prelucrare, asamblare și producție de probă la fața locului, scurtând ciclurile de dezvoltare a noilor produse. În plus, configurațiile de laborator care includ spectrometre, sisteme de inspecție cu raze X și mașini de măsurare coordonate asigură trasabilitatea completă a datelor de la primirea materiei prime până la expedierea produsului finit..
Ești gata COOPERA Cu Jieda?
* E -mailul dvs. este în siguranță cu noi, nu spam.
Produse
Informații de contact
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, districtul Beilun, Ningbo