Obțineți un citat
În seclarul producției de vehicule cu energie nouă (NEV), turnare sub presiune din aluminiu (HPDC) a devenit procesul de formare preferat pentru carcasele pachetelor de baterii, carcasele molaarelor, carcasele unității de control al puterii (PCU) și componentele structurale. Folosind aliajele de aluminiu ADC12, A380 sau A356 ca materii prime, acest proces permite geometrii complexe, canale de răcire integrate și interfețe de asamblare de precizie într-un singur ciclu de turnare. Piața globală de turnare sub presiune a pieselor auto se preconizează că va crește de la 55 miliarde USD în 2025 to 90 miliarde USD până în 2034 (CAGR 5,5%), cu aliaje de aluminiu comşiă a 70% cota de material si contabilizarea aplicatiilor de transport 56,6% a cererii. NEV-urile care utilizează componente din aluminiu turnat sub presiune pot obține reduceri de greutate a acumulatorului de aproximativ 20% , îmbunătățind semnificativ eficiența energetică și autonomia de rulare, oferind în același timp avantaje copleșitoare în ceea ce privește costurile ciclului de viață.
Materialele de bază pentru Componentăe turnate sub presiune NEV sunt de obicei ADC12 (standard JIS) , A380 (standard ASTM) , sau A356 (standard ASTM) aliaje de aluminiu. Aceste trei aliaje prezintă diferențe semnificative de compoziție, proprietăți mecanice și conductivitate termică, influențând direct rezistența structurală a acumulatorului, eficiența disipării căldurii și rezistența la coroziune.
ADC12 are un conținut ridicat de siliciu 9,6%–12% și conținut de cupru din 1,5%–3,5% , oferind o fluiditate excepțională și o capacitate de umplere a pereților subțiri, ideale pentru fabricarea aripioarelor de disipare a căldurii de precizie și carcase complexe cu grosimi de perete de până la 1,0–1,2 mm . Rezistența sa tipică la tracțiune este 150–200 MPa cu conductivitate termică de 130–150 W/m·K . A380 oferă un conținut mai mare de cupru (3,0%–4,0%), atingând rezistența la tracțiune de 210–250 MPa și o duritate mai mare (60–80 HB), făcându-l potrivit pentru piesele structurale cu sarcini mari. A356 (AlSi7Mg0.3) este întărit de conținutul de magneziu, oferind o calitate excelentă și rezistență la coroziune cu o conductivitate termică de 120–160 W/m·K , ceea ce îl face alegerea preferată pentru tăvile pentru acumulatori și componentele structurale de siguranță.
| Indicator de performanță | ADC12 | A380 | A356 |
|---|---|---|---|
| Conținut de siliciu (Si) | 9,6% – 12% | 7,5% – 9,5% | 6,5% – 7,5% |
| Conținut de cupru (Cu) | 1,5% – 3,5% | 3,0% – 4,0% | ≤0,20% |
| Rezistența la tracțiune (MPa) | 150 – 200 | 210 – 250 | 220 – 280 (T6) |
| Conductivitate termică (W/m·K) | 130 – 150 | 96 | 120 – 160 |
| Aplicații tipice | Carcase motor, carcase PCU | Piese structurale cu sarcină mare | Tavi pentru baterii, piese structurale |
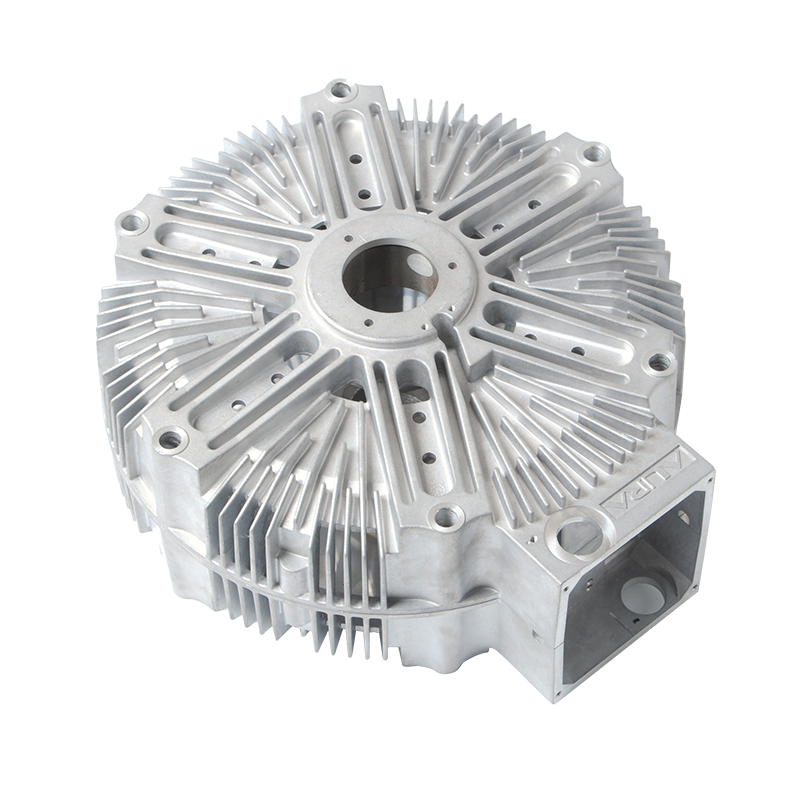
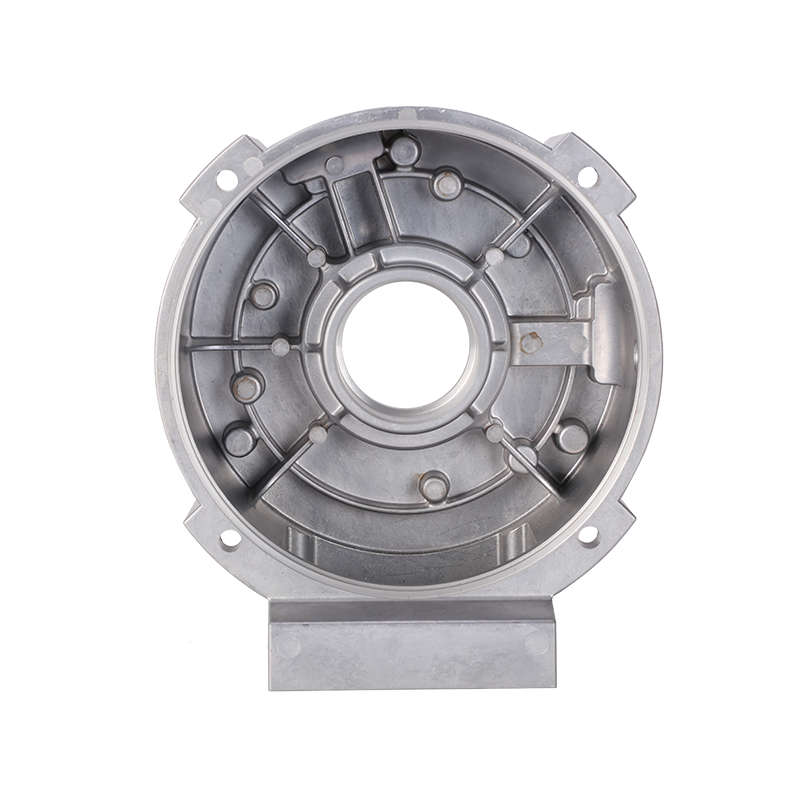
Pentru carcasele de motor și carcasele PCU, ADC12 este alegerea cea mai rentabilă datorită conductibilității sale termice excelente ( 130–150 W/m·K ) și formabilitate superioară la turnare. Pentru tăvile pentru acumulatori și componentele structurale de siguranță, A356 cu tratament termic T6 atinge rezistența la tracțiune de 220–280 MPa și rezistență superioară la coroziune în comparație cu aliajele cu purtători de cupru, făcându-l opțiunea preferată pentru siguranța în caz de accident. A380 este recomandat pentru părțile structurale ale șasiului care necesită o capacitate mare de încărcare mecanică. Toate cele trei aliaje au o densitate de aproximativ 2,7 g/cm³ , realizând scăderi în greutate de 40%–60% comparativ cu oțelul, îmbunătățind direct autonomia vehiculului.
Managementul termic al bateriilor de putere este nucleul siguranței și performanței NEV. Fereastra optimă de temperatură de funcționare pentru celulele cu litiu-ion este 15–35°C ; depăşind 45°C accelerează degradarea capacității, în timp ce temperaturile superioare 60°C prezintă riscuri de evadare termică. Carcasele din aluminiu turnat sub presiune realizează un management termic eficient prin următoarele mecanisme:
Turnarea sub presiune la presiune înaltă permite turnarea directă a canalelor complexe de răcire cu lichid, aripioarelor de disipare a căldurii și nervurilor termice în matriță, realizând design integrat a structurii locuințelor și a sistemelor de management termic. Această structură elimină rezistența la interfața termică din procesele tradiționale de sudare sau asamblare, minimizând calea rezistenței termice de la suprafața celulei la lichid de răcire. Conductivitatea termică a aliajelor de aluminiu A356 sau ADC12 ( 96–150 W/m·K ) este de 3-5 ori cea a oțelului, permițând difuzarea rapidă a căldurii pe întreaga suprafață a carcasei.
| Materialul carcasei | Conductivitate termică (W/m·K) | Densitate (g/cm³) | Reducere în greutate | Risc de fuga termică |
|---|---|---|---|---|
| Aluminiu turnat sub presiune | 96 – 150 | 2.7 | 40% – 60% | Scăzut |
| Aluminiu extrudat | 180 – 210 | 2.7 | 40% – 55% | Mediu |
| Oțel ștanțat | 45 – 55 | 7.8 | Linia de bază | Ridicat (Dissipare slabă a căldurii) |
| Compozit (SMC) | 0,2 – 0,5 | 1,8 – 2,0 | 50% – 65% | Extrem de ridicat (necesită răcire suplimentară) |
Deși carcasele din aluminiu turnat sub presiune au o conductivitate termică puțin mai mică decât profilele din aluminiu extrudat, capacitate de formare integrată permite proiectarea optimizată a traseului fluxului de căldură, iar integritatea lor structurală depășește cu mult ansamblurile de profile sudate. În ceea ce privește protecția termică, carcasele din aluminiu pot întârzia propagarea incendiului pt 5–10 minute , oferind un timp critic de evacuare pentru ocupanți, în timp ce carcasele compozite necesită straturi suplimentare rezistente la foc pentru a îndeplini standardele GB 38031.
Carcasele pachetului de baterii NEV servesc nu numai ca suport de management termic, ci și ca bariere critice pentru siguranța generală a structurii vehiculului. Aliajele de aluminiu turnate sub presiune construiesc sisteme de protecție multistrat prin combinația dintre rezistența intrinsecă a materialului și optimizarea structurală.
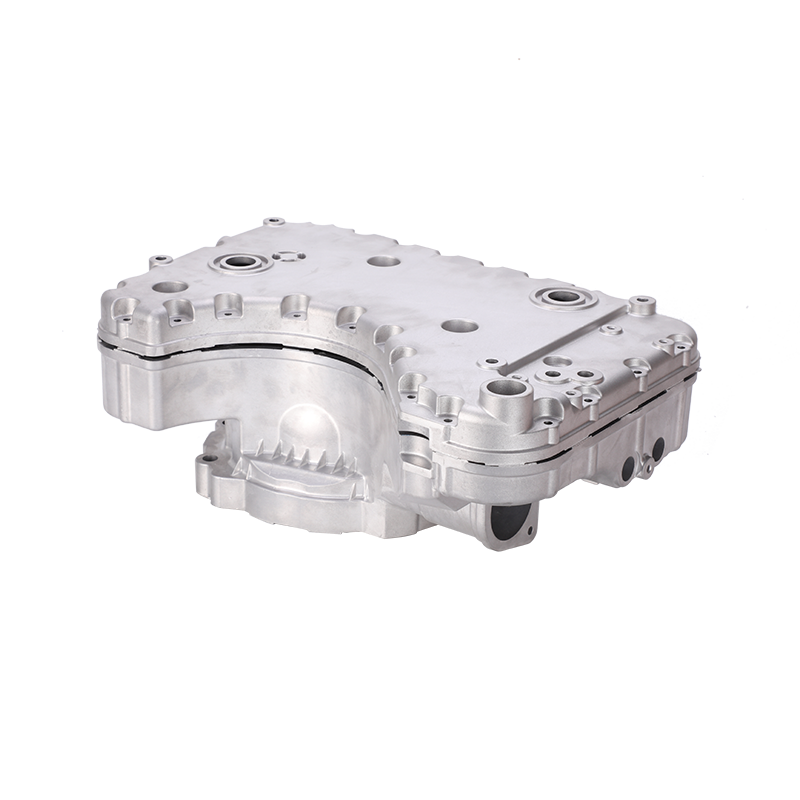
Tăvile moderne pentru baterii turnate sub presiune adoptă de obicei a placa de bază a traversei cadru structura sandwich. Prin analiza fluxului de matriță care optimizează pozițiile porților și distribuția grosimii pereților, zonele critice de coliziune (cum ar fi grinzile de impact lateral) sunt îngroșate local până la 10–12 mm , în timp ce zonele necritice sunt reduse la 2–3 mm , realizând echilibrul optim între greutate și forță. Aliajul A356-T6 atinge limita de curgere de 180–220 MPa , și combinate cu structurile complexe de nervuri activate de turnarea sub presiune, pot satisface cerințele C-NCAP și E-NCAP pentru testele de impact asupra stâlpilor laterali.
Carcasele pachetului de baterii trebuie să se realizeze IP67 sau IP69K niveluri de protecție (conform IEC 60529 și ISO 20653), oferind protecție completă la praf și rezistență la imersare de 30 de minute la 1 metru adâncime. Turnarea sub presiune realizează un control precis al planeității suprafeței de etanșare ( ±0,05 mm ) și rugozitatea suprafeței (Ra≤3,2 μm), asigurând o compatibilitate perfectă cu garniturile de etanșare. În plus, carcasele turnate sub presiune trebuie să treacă testele de scurgere prin spectrometrie de masă cu heliu, cu rate de scurgere de obicei necesare mai jos. 15 sccm (centimetri cubi standard pe minut) pentru a asigura izolarea absolută între circuitele de răcire și camerele celulelor.
Turnarea sub presiune de înaltă presiune (HPDC) este un proces de formare în care aliajul de aluminiu topit este injectat în matrițe de oțel de precizie la viteză mare sub presiuni de 30–150 MPa . Acest proces demonstrează trei avantaje de bază în fabricarea componentelor NEV:
Turnarea sub presiune atinge toleranțe dimensionale de ±0,03–0,05 mm , depășind cu mult ștanțarea (±0.1–0.3 mm) și sudarea (±0.5–1.0 mm). Mai important, permite ca canalele de răcire cu lichid, suporturile de montare, clemele de fixare a cablajului de sârmă, pozițiile de montare a conectorilor și chiar scaunele de montare pentru ventilația de explozie să fie turnate într-o singură operațiune, reducând semnificativ procesele ulterioare de prelucrare și asamblare. Pentru tăvile pentru acumulatori, turnarea sub presiune se poate integra tradițional 6–10 piese ștanțate și sudate în 1–2 componente turnate sub presiune , eliminând riscurile de eșec la oboseală prin sudură, reducând în același timp acumularea de toleranță la asamblare.
Odată ce sculele sunt investite (matrițele mari pentru tavi de baterii, de obicei, durează 80.000–100.000 de fotografii ), ciclurile de turnare sub presiune dintr-o singură bucată pot fi scurtate la 60-120 de secunde , făcându-le foarte potrivite pentru cerințele platformei care depășesc 100.000 de unități anual . Piața globală a mașinilor de turnare sub presiune a aluminiului este proiectată să crească de la 86,14 miliarde USD în 2025 to 144,04 miliarde USD până în 2034 (CAGR 5,88%), regiunea Asia-Pacific deținând a 41% cota de piață și doar China reprezintă 16% a pieţei Asia-Pacific.
Producătorii de top folosesc un design CAD/CAM/CAE integrat combinat cu analiza curgerii matriței pentru a prezice pozițiile porților, distribuția porozității și defectele punctelor fierbinți. Liniile de productie sunt dotate cu radiografie cu raze X (RT) and scanare CT industrială , asigurându-se că porozitatea internă rămâne mai jos 0,1% — pragul critic pentru garantarea integrității etanșării IP67 și a duratei de viață la oboseală structurală. Sistemele de management al calitatii trebuie sa fie IATF 16949 certificat, care acoperă întregul proces de la procurarea materiei prime, degazarea topiturii, monitorizarea parametrilor de împușcare până la testarea scurgerilor produsului finit.

Autonomie NEV prezintă o corelație negativă puternică cu greutatea vehiculului. Cercetările indică faptul că fiecare 100 kg a reducerii greutății vehiculului poate îmbunătăți autonomia cu 6%–8% (aproximativ 30–50 km). Componentele din aluminiu turnat sub presiune realizează o reducere semnificativă a greutății în următoarele domenii cheie:
| Component | Greutatea procesului tradițional (kg) | Greutate din aluminiu turnat sub presiune (kg) | Reducere în greutate | Îmbunătățirea intervalului estimat |
|---|---|---|---|---|
| Tava pentru acumulatori | 80 – 120 (Oțel) | 35 – 50 | 55% – 60% | 25 – 40 km |
| Carcasa motorului | 15 – 20 (fontă) | 6 – 9 | 55% – 60% | 5 – 8 km |
| Carcasa PCU | 5 – 8 (Die-Cast Al) | 3 – 5 | 30% – 40% | 2 – 4 km |
| Subcadru / Piese structurale | 25 – 35 (Oțel) | 12 – 18 | 45% – 50% | 8 – 12 km |
Luând un sedan pur electric cu greutate proprie de 1.800 kg , capacitatea bateriei de 70 kWh , și gama NEDC de 500 km de exemplu, înlocuirea tăvii acumulatorului, a carcasei motorului și a cadrului auxiliar cu componente din aluminiu turnat sub presiune poate reduce greutatea totală a vehiculului prin 80-120 kg , îmbunătățind raza de acțiune cu aproximativ 40–70 km — echivalent cu 5%–8% economii la costurile bateriei.
Deși componentele din aluminiu turnat sub presiune necesită o investiție inițială mai mare în scule (se formează aproximativ tăvi pentru acumulatori mari 50.000–150.000 USD ), lor Costul total de proprietate (TCO) pe 10 ani este semnificativ mai scăzută decât alternativele din oțel. Următoarea comparație se bazează pe o platformă de producție anuală de 100.000 de unități:
| Factorul de cost | Aluminiu turnat sub presiune | Sudarea extrudată | Oțel ștanțat Welding | Compozit (SMC) |
|---|---|---|---|---|
| Greutate unitară (kg) | 35 – 50 | 40 – 55 | 80 – 120 | 30 – 45 |
| Număr de părți | 1 – 2 buc | 5 – 8 buc | 10 – 15 buc | 1 – 3 buc |
| Investiții în scule | Ridicat (o singură dată) | Mediu | Scăzut | Ridicat (Matrite compozite) |
| Procese de asamblare | Minimal | Multiple (prelucrare prin sudare) | Extensiv (etanșare prin sudură în puncte) | Puține (șuruburi de legare) |
| Evaluarea TCO totală | Scăzutest | Mediu | Ridicată (penalizare în greutate) | Ridicat (cost suplimentar pentru răcire) |
În plus, cel 100% reciclabilitate de aliaje de aluminiu se aliniază cu tendințele economiei circulare globale. Componentele NEV la sfârșitul vieții pot fi retopite și reutilizate în producția de turnare sub presiune, cu o amprentă de carbon mult mai mică decât topirea oțelului sau sinteza compozitelor. Pentru producătorii de automobile care urmăresc obiective ESG, componentele din aluminiu turnat sub presiune oferă avantaje semnificative în evaluarea durabilității.
Pentru producătorii de NEV și furnizorii de nivel 1, încorporarea următorilor parametri tehnici în documentele de calificare a furnizorilor și de licitație poate filtra în mod eficient partenerii de turnare sub presiune de calitate și poate atenua riscurile de calitate post-producție:
Prin încorporarea acestor indicatori în specificațiile tehnice și în listele de verificare a auditului furnizorilor, organismele de achiziții se pot asigura că sunt selectate Componentăe turnate sub presiune NEV oferă suport structural stabil, sigur și ușor și asigurarea managementului termic pe parcursul întregului ciclu de viață.
Ești gata COOPERA Cu Jieda?
* E -mailul dvs. este în siguranță cu noi, nu spam.
Produse
Informații de contact
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, districtul Beilun, Ningbo