Obțineți un citat
Proiectarea pieselor auto turnate sub presiune necesită un echilibru meticulos în patru aspecte: selecția materialului, optimizarea structurală, tratamentul termic și tratamentul suprafeței, pentru a obține o unitate de rezistență ridicată și prelucrabilitate.
Aplicarea aliajelor de înaltă rezistență: Selectarea aliajelor de aluminiu care conțin cantități adecvate de siliciu (Si) sau magneziu (Mg) (cum ar fi ADC12, A380) îmbunătățește rezistența la tracțiune și duritatea materialului, îndeplinind astfel standardele de siguranță auto.
Tendință scăzută de fisurare la cald: optimizarea conținutului de siliciu reduce contracția materialului, minimizând riscul de fisurare la cald în timpul turnării și îmbunătățind calitatea generală a turnării.
Rezistență sporită la coroziune: Adăugarea de zinc (Zn) sau cupru (Cu) la aliaj îmbunătățește rezistența la coroziune a aliajului de aluminiu, prelungind durata de viață a pieselor.
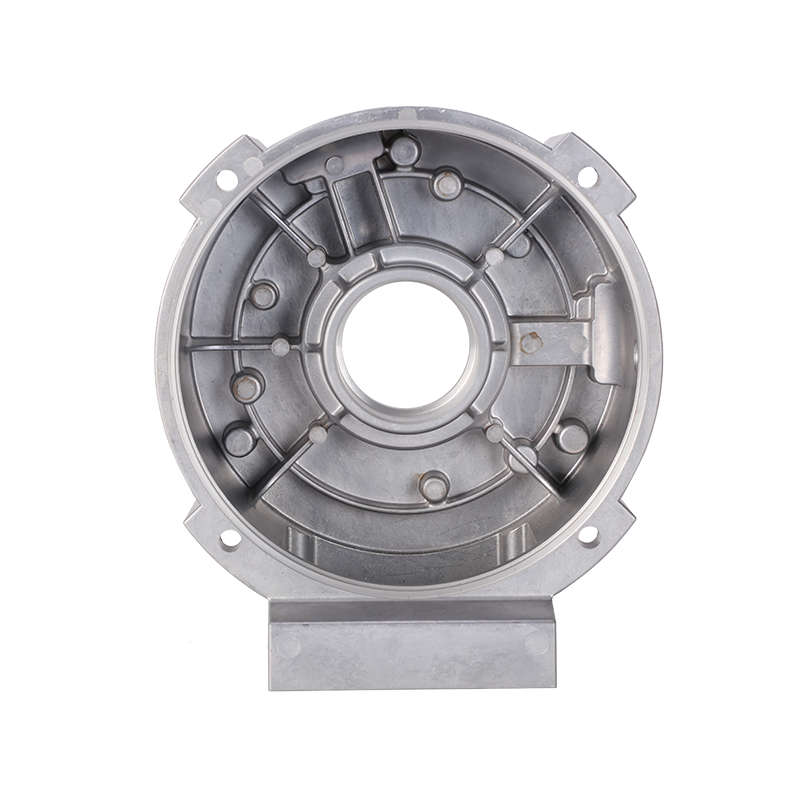
Uniformitatea grosimii peretelui: Prin proiectarea unui unghi de tiraj rezonabil, controlul raportului dintre grosimea maximă și cea minimă a peretelui piesei (recomandat să fie între 1,8) evită deformarea și fisurarea cauzate de stresul termic neuniform.
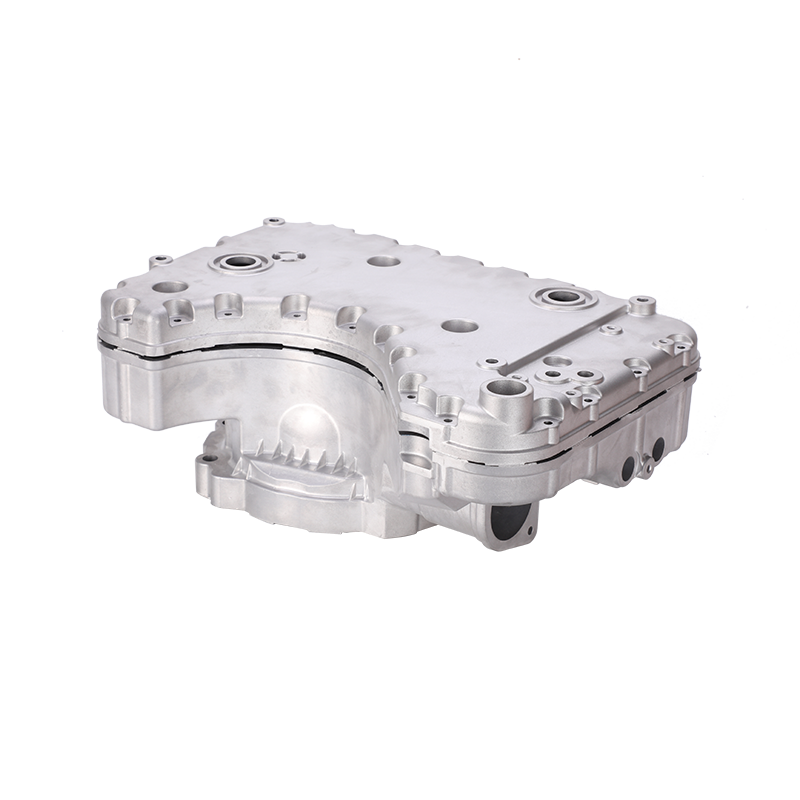
Optimizarea distribuției tensiunilor: nervurile de armare sau armăturile structurale sunt proiectate la punctele critice de stres pentru a rezista la impact și vibrații în mediul de lucru, îmbunătățind astfel rezistența.
Proiectarea sistemului de răcire: simularea analizei cu elemente finite (FEA) este utilizată pentru a aranja rațional găurile și canalele de răcire, asigurând o distribuție uniformă a temperaturii în turnare și reducând stresul rezidual.
Tratament termic T6: Tratamentul cu soluție și îmbătrânirea artificială îmbunătățesc semnificativ rezistența și duritatea aliajului de aluminiu.
Reducerea tensiunii: recoacerea la temperatură scăzută este efectuată după formare pentru a reduce solicitarea internă și a preveni deformarea turnării în timpul prelucrării sau utilizării ulterioare.
Controlul parametrilor tratamentului termic: Controlul strict al ratelor de încălzire și răcire și al timpilor de menținere asigură uniformitatea și repetabilitatea tratamentului termic.
Întărirea suprafeței: Procesele de anodizare sau anodizare dură sunt utilizate pentru a îmbunătăți duritatea suprafeței și rezistența la uzură a pieselor, potrivite pentru aplicații cu uzură ridicată, cum ar fi componentele motorului.
Prelucrare de precizie: Pentru dimensiunile critice care necesită rezistență ridicată, prelucrarea secundară este efectuată folosind un centru de prelucrare CNC de înaltă precizie pentru a asigura acuratețea dimensională și calitatea suprafeței.
Lubrifierea și îndepărtarea reziduurilor: în timpul procesului de turnare sub presiune este adăugată o cantitate adecvată de agent de degajare pentru a reduce aderența mucegaiului, pentru a îmbunătăți finisarea suprafeței turnării și pentru a reduce cantitatea de lucrări de șlefuire ulterioare.
Ești gata COOPERA Cu Jieda?
* E -mailul dvs. este în siguranță cu noi, nu spam.
Produse
Informații de contact
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, districtul Beilun, Ningbo