Obțineți un citat
Turnare piese auto este metoda dominantă de producție pentru componente metalice de mare precizie în industria auto — și din motive întemeiate. Oferă toleranțe strânse, geometrii complexe și finisaje excelente ale suprafețelor la un cost pe piesă pe care niciun alt proces nu îl poate egala la scară. Indiferent dacă vă aprovizionați cu suporturi, carcase sau carcase structurale pentru baterii EV, înțelegerea turnării sub presiune vă va ajuta să luați decizii mai rapide și mai inteligente.
Acest ghid acoperă totul, de la elementele fundamentale ale procesului de turnare sub presiune până la selecția materialelor, aplicații pentru vehicule electrice, opțiuni de finisare și întrebări practice practice - astfel încât să puteți determina dacă turnarea sub presiune este potrivită pentru proiectul dvs.

Turnarea sub presiune este un proces de turnare a metalului în care metalul topit este injectat sub presiune ridicată într-o matriță reutilizabilă din oțel, numită matriță. Metalul se solidifică rapid și piesa finită este ejectată - adesea în mai puțin de 60 de secunde pe ciclu. Pentru aplicațiile auto, acest lucru se traduce în milioane de piese cu formă aproape netă, cu precizie dimensională constantă.
Sectorul auto reprezintă peste 75% din toată producția de turnare sub presiune la nivel mondial , conform Asociației de turnare sub presiune din America de Nord (NADCA). Piesele auto obișnuite produse prin turnare sub presiune includ blocurile motoare, carcasele transmisiei, articulațiile de direcție, corpurile pompei, mânerele ușilor și din ce în ce mai multe componente structurale mari pentru vehicule electrice.

Înțelegerea procesului vă ajută să anticipați termenii de livrare, cerințele de proiectare și factorii de cost.
Există mai multe variante de turnare sub presiune, fiecare potrivită pentru diferite aliaje, dimensiuni ale pieselor și cerințe de calitate.
| Tip | Cum funcționează | Cele mai bune aliaje | Avantaj cheie |
|---|---|---|---|
| Camera fierbinte | Mecanismul de injecție este scufundat în metal topit | Zinc, magneziu | Timpi de ciclu rapid, porozitate redusă |
| Camera rece | Metalul introdus separat în manșonul pentru împușcături | Aluminiu, cupru | Se ocupă de aliaje cu punct de topire ridicat |
| Turnare sub vid | Aerul este evacuat din matriță înainte de injectare | Aluminiu | Porozitate aproape de zero, piese sudabile |
| Semi-solid (Thixocasting) | Metal injectat în stare semisolidă | Aluminiu, Magnesium | Proprietăți mecanice excelente |
| Strângeți turnarea | În timpul solidificării se aplică presiune înaltă | Aluminiu | Integritate structurală, tratabil termic |
Pentru majoritatea aplicațiilor auto de mare volum, turnare sub presiune din aluminiu cu camera rece este alegerea implicită. Turnarea sub vid este din ce în ce mai specificată pentru piesele structurale EV unde este necesară sudarea.

Dominația turnării sub presiune în producția de automobile nu este întâmplătoare. Oferă o combinație de atribute de performanță pe care procesele concurente pur și simplu nu le pot replica la scară.

Niciun proces de fabricație nu este fără compromisuri. Înțelegerea limitărilor turnării sub presiune vă ajută să evitați surprizele costisitoare.

Componentele auto turnate sub presiune servesc roluri structurale, termice, mecanice și estetice. Procesul este selectat tocmai pentru că poate satisface simultan mai multe cerințe funcționale într-o singură piesă.
Articolele de direcție, suporturile cadrului auxiliar și componentele suspensiei suportă sarcini dinamice și trebuie să îndeplinească cerințele de viață la oboseală care depășesc 10 milioane de cicluri . Piesele turnate sub presiune din aluminiu cu rezistențe la tracțiune de 280–320 MPa îndeplinesc aceste cerințe reducând în același timp masa cu 40–50% față de echivalentul oțelului.
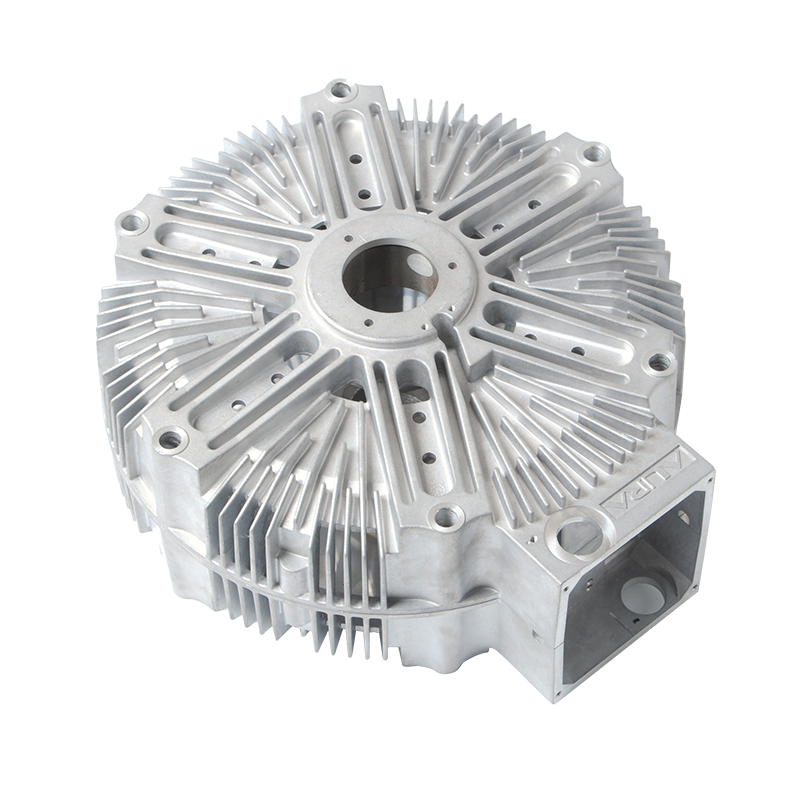
Blocurile motoare, chiulasele și din ce în ce mai multe carcase pentru baterii EV folosesc capacitatea turnării sub presiune de a integra canale complexe de răcire direct în geometria piesei - eliminând ansamblurile lipite și reducând rezistența termică.
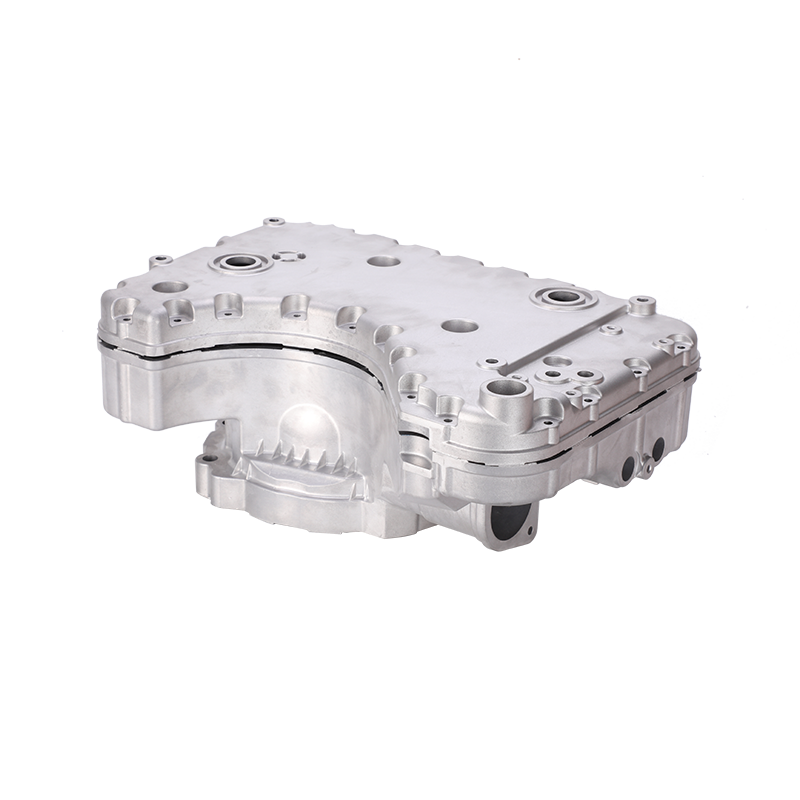
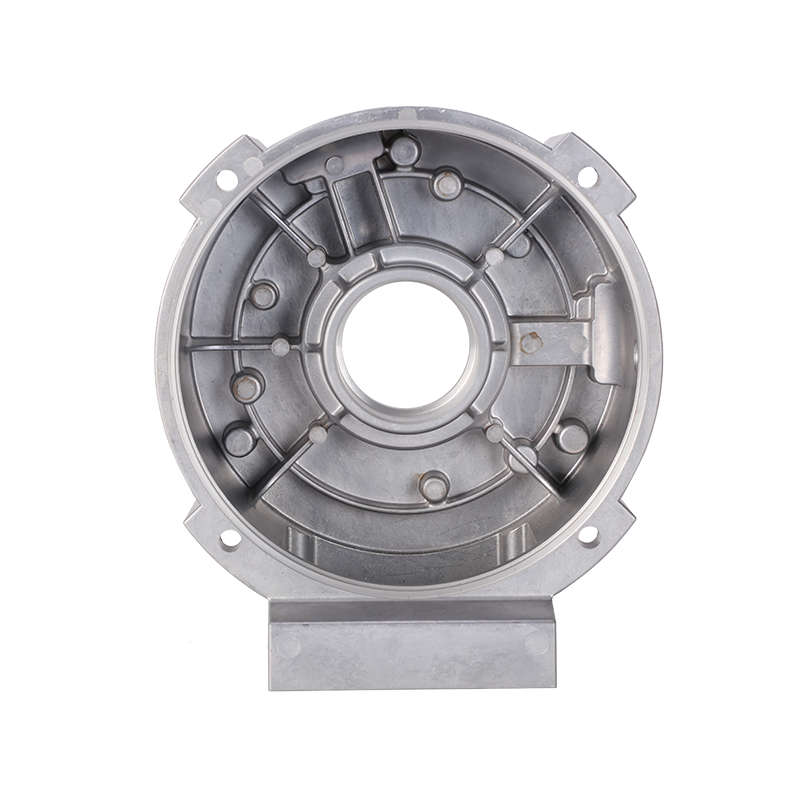
Carcasele transmisiei, carcasele diferențialelor și corpurile pompei formează carcase etanșe pentru fluide sub presiune. Turnarea sub presiune oferă consistența dimensională necesară pentru etanșarea fiabilă a garniturilor fără montare manuală.
În vehiculele moderne, carcasele din aluminiu turnat sub presiune și zinc găzduiesc ECU, senzori și conectori, oferind ecranare EMI, căi de împământare și protecție împotriva vibrațiilor și pătrunderii.
Alegerea materialului este una dintre cele mai importante decizii în turnarea sub presiune a pieselor auto. Fiecare familie de aliaje oferă o combinație distinctă de proprietăți, cost și procesabilitate.
| Aliaj | Densitate (g/cm³) | Rezistența la tracțiune (MPa) | Aplicații auto tipice |
|---|---|---|---|
| Aluminiu A380 | 2.71 | 310 | Blocuri motor, carcase, suporturi |
| Aluminiu ADC12 | 2.74 | 320 | Carcase de transmisie, tăvi pentru baterii EV |
| Magneziu AZ91D | 1.81 | 230 | Panouri de bord, volane |
| Zamak de zinc 3 | 6.60 | 283 | Mânere uși, componente încuietori, conectori |
| Cupru C83600 | 8.50 | 255 | Borne electrice, rulmenti |
Aliajele de aluminiu domină turnarea sub presiune auto , reprezentând aproximativ 80% din totalitatea piesei turnate auto din greutate. Tendința către ușurarea vehiculelor accelerează trecerea de la zinc și fontă la aluminiu – în special în aplicațiile de propulsie și structurale.

Vehiculele electrice remodelează cererea de turnare sub presiune în moduri profunde. Eliminarea motorului cu ardere internă elimină unele aplicații tradiționale de turnare (chiulase, blocuri motoare) creând în același timp oportunități mult mai mari în arhitecturile specifice EV.
Producătorii de vehicule electrice folosesc în mod predominant aliaje de aluminiu cu ductilitate ridicată care poate rezista la sarcini de impact fără fracturi - o cerință determinată de reglementările de protecție a bateriei. Aliajele precum Silafont-36 (AlSi10MnMg), Aural-2 și compozițiile brevetate sunt optimizate pentru:

Cea mai transformatoare tendință de turnare a vehiculelor electrice este giga-casting — utilizarea mașinilor cu forțe de strângere de 6.000 până la 16.000 de tone pentru a produce piese turnate structurale masive dintr-o singură piesă care înlocuiesc sute de piese ștanțate și sudate. De exemplu, partea inferioară a caroseriei din spate Model Y a lui Tesla se consolidează aproximativ 70 de piese individuale într-o singură componentă turnată sub presiune , reducând timpul de asamblare cu 30% și greutatea cu 10%.
Aplicațiile cheie de turnare sub presiune EV includ:
Piața globală de turnare sub presiune a vehiculelor electrice a fost evaluată la aproximativ 5,8 miliarde de dolari în 2023 și se estimează că va depăși 18 miliarde de dolari până în 2032, determinat de ratele de adoptare a vehiculelor electrice și de proliferarea tehnologiei giga-casting la producătorii OEM, inclusiv Volvo, Toyota și Rivian.

Turnarea sub presiune este aplicată în aproape orice sistem de vehicul. Următoarele sunt cele mai importante domenii de aplicare:
Blocurile motoare, chiulasele, baile de ulei, capacele de distribuție și carcasele transmisiei au fost din istorie coloana vertebrală a turnării sub presiune auto. Un motor V6 tipic poate conține 15–20 de componente turnate sub presiune , fiecare necesitând miez intern complex și toleranțe strânse ale alezajului.
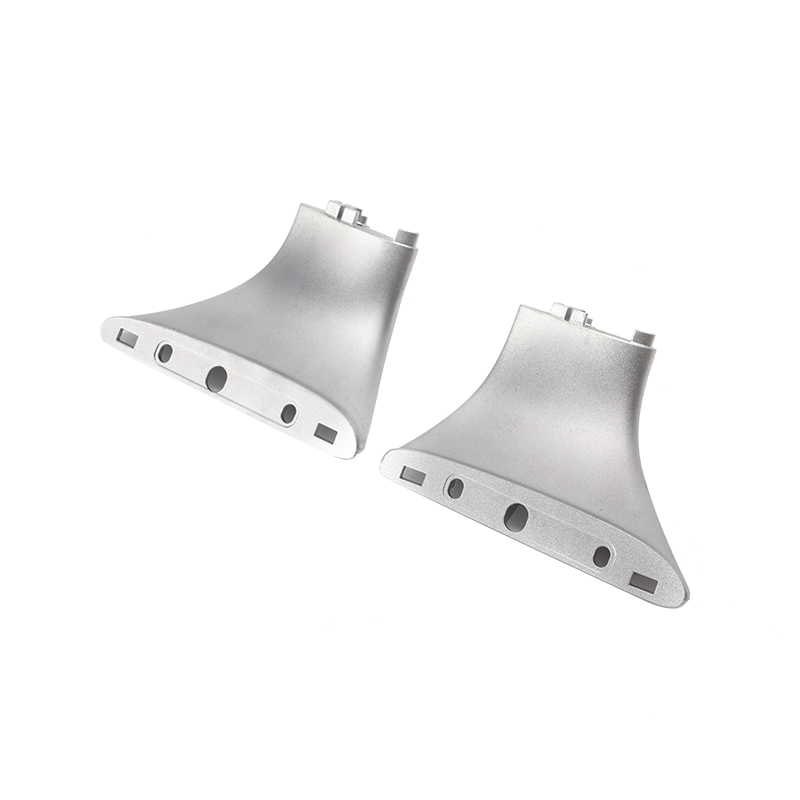
Articolele de direcție, suporturile brațelor de control și nodurile cadrului auxiliar sunt din ce în ce mai turnate sub presiune în aluminiu, înlocuind oțelul forjat pentru a reduce masa nesurată. Masa redusă nesurată de chiar și 1 kg per colț îmbunătățește măsurabil frecvența de rulare și răspunsul la manevrabilitate.
Mânerele ușilor, suporturile oglinzilor, dispozitivele de reglare a scaunelor și componentele decorative sunt de obicei turnate sub presiune din zinc, valorificând capacitatea zincului de a menține toleranțe strânse la secțiunile subțiri ale peretelui cât mai jos. 0,4 mm .
Carcasele compresoarelor, corpurile pompelor, carcasele termostatului și corpurile supapelor pentru sistemele HVAC și de răcire sunt de obicei turnate sub presiune din aluminiu, alese pentru etanșeitatea la presiune și compatibilitatea cu chimicalele lichidului de răcire.
Carcasele ECU, suporturile pentru senzori radar și corpurile conectorilor se numără printre aplicațiile de turnare sub presiune cu cea mai rapidă creștere din vehiculele moderne, determinate de proliferarea ADAS și a componentelor electronice ale vehiculelor conectate.

Majoritatea pieselor auto turnate sub presiune necesită una sau mai multe operațiuni de finisare pentru a îndeplini cerințele funcționale sau estetice. Alegerea corectă a procesului de finisare este la fel de importantă ca și parametrii de turnare în sine.
Selectarea furnizorilor este o decizie strategică care afectează costurile, calitatea și rezistența lanțului de aprovizionare pe durata programului. Nu selectați doar prețul pe bucată — calitatea sculelor, controlul proceselor și capacitatea de inginerie a aplicațiilor sunt la fel de importante.
Evaluați gama de tonaj al mașinii furnizorului, capacitatea de proiectare a matrițelor (internă vs. externalizate) și sistemele de control al procesului. Pentru piesele structurale EV, confirmați că au capacitatea de turnare sub presiune sau de turnare prin presare și experiență cu aliaje cu ductilitate ridicată.
Cel puțin, furnizorii de turnare sub presiune auto ar trebui să dețină IATF 16949 certificare și să opereze un proces APQP/PPAP. Solicitați date Cpk (țintă ≥1,67 pentru dimensiunile critice) și valorile ratei defectelor (țintă ≤50 ppm pentru autovehiculele de nivel 1).
Cei mai buni furnizori se angajează devreme în faza de proiectare pentru a optimiza geometria piesei pentru turnabilitate, reducând complexitatea sculei și timpul ciclului. Căutați studii de caz demonstrate DFM care arată rezultatele consolidării părților sau îmbunătățirii randamentului.
Furnizorii cu capabilități interne de prelucrare, finisare și sub-asamblare reduc numărul de niveluri și complexitatea logistică. Pentru programele globale, confirmați că furnizorul are capacitate pentru mai multe site-uri sau surse de rezervă calificate.
Turnarea sub presiune este o alegere excelentă atunci când se aliniază mai multe condiții. Utilizați următorul cadru pentru a evalua potrivirea:
| Factorul | Se preferă turnarea sub presiune | Luați în considerare alternative |
|---|---|---|
| Volumul anual | >5.000 de piese/an | <5.000 (turnare cu nisip, imprimare 3D) |
| Material | Al, Zn, Mg, Cu | Otel, titan, inconel |
| Complexitatea geometriei | Complex, multifuncțional, cu perete subțire | Forme prismatice simple (prelucrare) |
| Criticitate structurală | Moderat spre mare (cu vid) | Cea mai înaltă clasă de siguranță (forjare) |
| Cerință de finisare a suprafeței | Ra 1–3 µm ca turnat acceptabil | Este nevoie de finisaj în oglindă (prelucrare) |
| Timp de piață | Durata de livrare a sculelor este acceptabilă de 8-16 săptămâni | Săptămâni necesare (imprimare 3D, prelucrare) |
Dacă piesa dumneavoastră este din aluminiu sau zinc, produsă la mai mult de 10.000 de unități pe an și are canale interne sau geometrie externă complexă, turnarea sub presiune va fi aproape sigur cea mai rentabilă opțiune. Pentru volume mici, aplicații critice pentru siguranță care necesită microstructură forjată sau aliaje exotice, luați în considerare alternative.

Turnarea sub presiune a zincului poate obține pereți la fel de subțiri ca 0,4–0,6 mm ; aluminiul are de obicei un minim practic de 1,0–1,5 mm pentru piesele structurale auto. Pereții prea subțiri pot duce la închideri la rece și umplere incompletă.
O matriță din oțel pentru scule H13 bine întreținută produce de obicei 100.000–500.000 de fotografii pentru piese turnate de aluminiu și până la 1.000.000 de împușcături pentru zinc. Durata de viață a matriței depinde în mare măsură de geometria pieselor, temperatura aliajului și designul circuitului de răcire.
Piesele standard turnate sub presiune de înaltă presiune (HPDC) conțin gaz prins și sunt în general nu poate fi sudat . Piesele turnate sub vid sau turnate prin presare folosind aliaje cu ductilitate ridicată (de exemplu, Silafont-36) pot fi sudate MIG/TIG și sunt utilizate în aplicații structurale de caroserie EV.
Giga-turnarea se referă la utilizarea mașinilor de turnare sub presiune foarte mari (6.000-16.000 de tone forță de strângere) pentru a produce piese turnate structurale dintr-o singură piesă. Tesla a fost pionier în tehnică cu caroseria din spate Model Y și concurenți precum Volvo, Toyota, BYD, Geely și Rivian implementează în mod activ procese similare.
Raze X industriale (scanare CT 2D și 3D) este metoda principală de inspecție pentru porozitatea internă în piese turnate critice pentru siguranță. ASTM E505 și ASTM E155 oferă standarde radiografice de referință pentru niveluri acceptabile de porozitate în turnarea sub presiune din aluminiu și magneziu.
Pentru o turnare sub presiune tipică din aluminiu pentru automobile, așteptați-vă 16-24 de săptămâni de la înghețarea designului până la primele piese aprobate de PPAP: 8–12 săptămâni pentru fabricarea matrițelor, 2–4 săptămâni pentru fotografii de probă și optimizare a procesului și 4–8 săptămâni pentru documentarea și aprobarea PPAP.
Rugozitatea suprafeței turnate pentru turnarea sub presiune din aluminiu este de obicei Ra 1,6–3,2 µm pe suprafețe plane și Ra 3,2–6,3 µm în zone cu geometrie complexă sau în apropierea locațiilor de aerisire. Suprafețele matrițelor lustruite pot atinge Ra 0,8 µm pe fețele cosmetice.
Ești gata COOPERA Cu Jieda?
* E -mailul dvs. este în siguranță cu noi, nu spam.
Produse
Informații de contact
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, districtul Beilun, Ningbo