Obțineți un citat
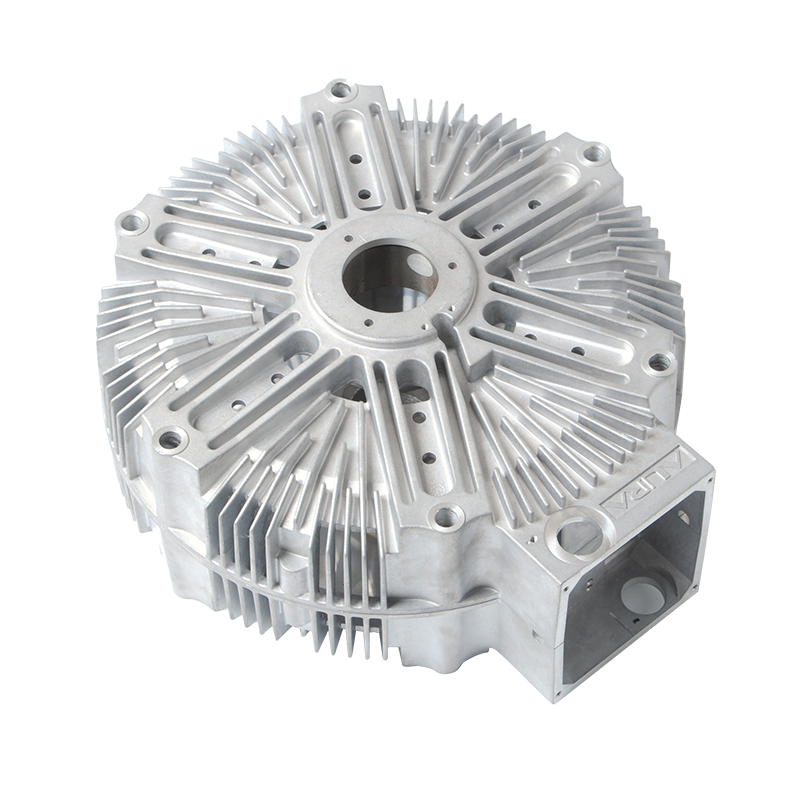
1. Structură densă, de înaltă densitate
În timpul procesului de turnare sub presiune, aliajul de aluminiu este umplut și solidificat rapid în matriță, formând o structură densă, aproape fără pori, care face piesele mai puțin predispuse la fisurare la sarcini mari.
2. Structura granulației fină și uniformă
Răcirea rapidă și solidificarea la presiune înaltă inhibă creșterea boabelor grosiere, iar boabele fine îmbunătățesc rezistența la curgere a materialului și durata de viață la oboseală.
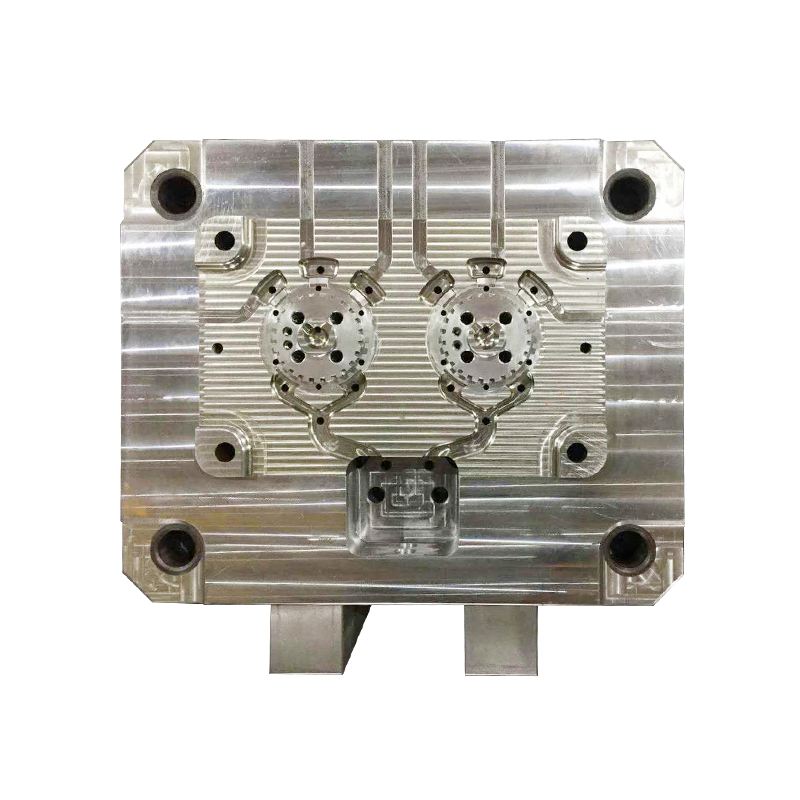
3. Sistemul de evacuare în mai multe etape reduce porozitatea internă
Prin canalele de evacuare inelare și un design de evacuare în mai multe etape (găuri de evacuare pentru prima etapă/a doua treaptă/etapa de coadă), gazele generate în timpul solidificării pot fi evacuate prompt, îmbunătățind semnificativ proprietățile mecanice și durabilitatea pistonului.
4. Tehnologia locală de post-tratare îmbunătățește și mai mult durabilitatea la temperaturi ridicate
De exemplu, tehnologia DuraBowl realizează un post-tratament local de sudare TIG pe marginea camerei de ardere a pistoanelor cu sarcină mare, rafinând microstructura și mărind durata de viață la oboseală termo-mecanică de 4-8 ori.
1. Aerisire în mai multe etape și optimizare a aerului
Utilizarea unei rețele de aerisire în formă de inel, combinată cu potrivirea precisă a bucșelor și a știfturilor de aerisire, asigură un spațiu de aerisire constant, evitând porozitatea cauzată de stagnarea gazului.
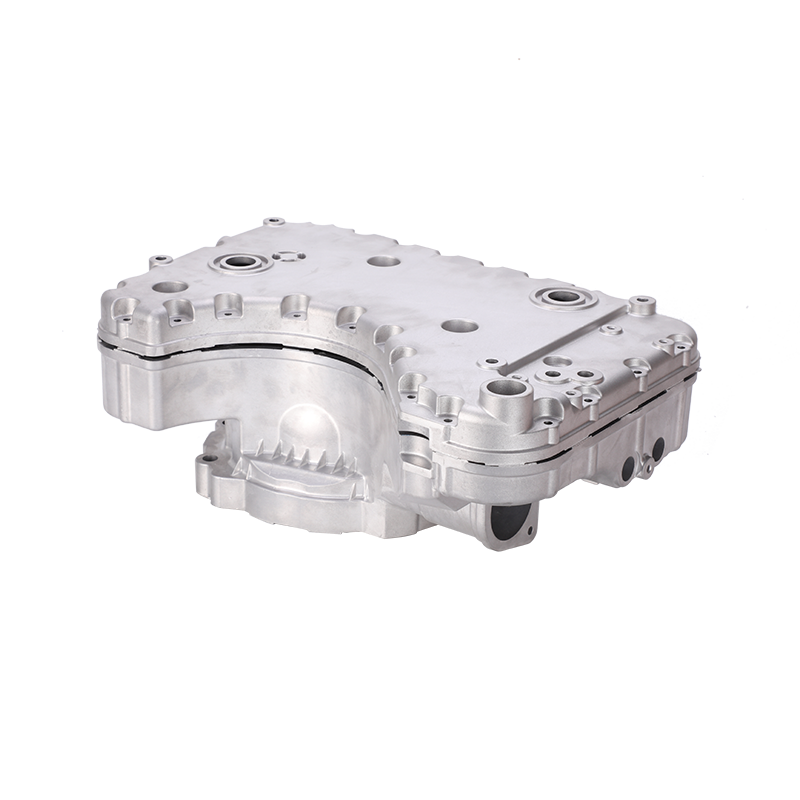
2. Turnare sub presiune de înaltă presiune și control precis al parametrilor mașinii de turnare sub presiune
Utilizarea mașinilor de turnare sub presiune de înaltă presiune, cum ar fi 1600T și 800T, împreună cu controlul precis al curbei de temperatură și presiune, asigură o fluiditate suficientă a metalului topit în timpul etapei de umplere și o solicitare uniformă în timpul solidificării, reducând semnificativ riscul de cavități de contracție și fisuri reci.
3. Gestionarea în buclă închisă a temperaturii matriței și a sistemului de răcire
Monitorizarea și reglarea în timp real a temperaturii suprafeței matriței folosind un controler de temperatură a matriței menține un gradient de temperatură stabil, prevenind porozitatea cauzată de suprarăcirea localizată.
4. Inspecție completă a calității și îmbunătățire continuă
Adoptând sistemul de management al calității IATF16949, fiecare lot de piese turnate este supus unor teste nedistructive, cum ar fi teste cu raze X și ultrasunete. Defectele sunt reintroduse prompt la parametrii procesului, realizând prevenirea sistematică a riscurilor și îmbunătățirea continuă.
Ești gata COOPERA Cu Jieda?
* E -mailul dvs. este în siguranță cu noi, nu spam.
Produse
Informații de contact
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, districtul Beilun, Ningbo