Obțineți un citat
În producția industrială modernă, Piese de motor Turnare sub presiune a evoluat de la procesele tradiționale de turnare într-o tehnologie de producție de înaltă precizie și eficiență. În prezent, piața globală de turnare sub presiune a pieselor de motor se extinde la o rată de creștere anuală compusă de 5,8% , cu dimensiunea pieței estimată să depășească 42 miliarde USD până în 2028. Tehnologia de turnare sub presiune nu numai că îmbunătățește semnificativ densitatea și acuratețea dimensională a pieselor motorului, dar și controlează ratele de deșeuri mai jos. 1,5% prin producția automatizată, făcându-l o verigă cheie de neînlocuit în lanțul de aprovizionare al producției de motoare.
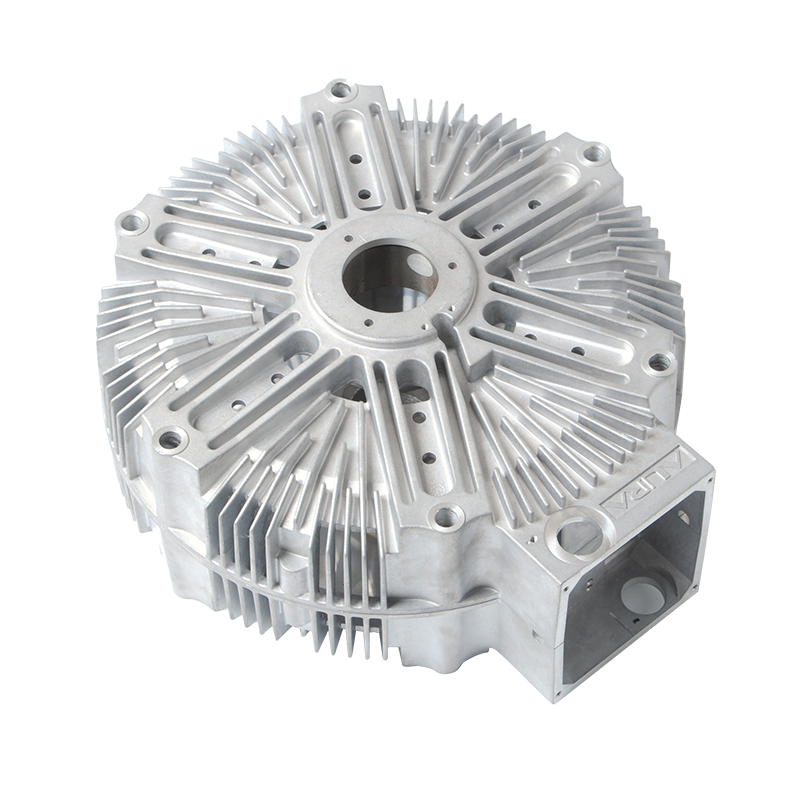
Pentru producători, stăpânirea proceselor avansate de turnare sub presiune înseamnă obținerea de avantaje triple în ceea ce privește calitatea produselor, costurile de producție și ciclurile de livrare. Luând ca exemplu carcasele motorului din aliaj de aluminiu, după adoptarea turnării sub presiune de înaltă presiune, grosimea peretelui poate fi redusă la mai jos. 2,5 mm , greutatea este redusă cu mai mult de 30% , iar eficiența disipării căldurii se îmbunătățește cu 20% —acești indicatori de performanță determină în mod direct avantajul competitiv al motoarelor în vehiculele cu energie nouă și în aplicațiile de automatizare industrială.
Procesul de fabricație a pieselor de motor a trecut prin trei etape cheie. Prima etapă este turnarea gravitațională, care se bazează pe greutatea proprie a metalului topit pentru a umple matrița. Este potrivit pentru piese cu structuri simple și cerințe mai mici de precizie, dar suferă de rate ridicate de porozitate și rugozitate slabă a suprafeței. A doua etapă este turnarea la presiune joasă, în care metalul topit este împins ușor în matriță prin presiunea aerului, reducând porozitatea la 3%-5% , dar încă nu îndeplinește cerințele de precizie pentru componentele motorului.
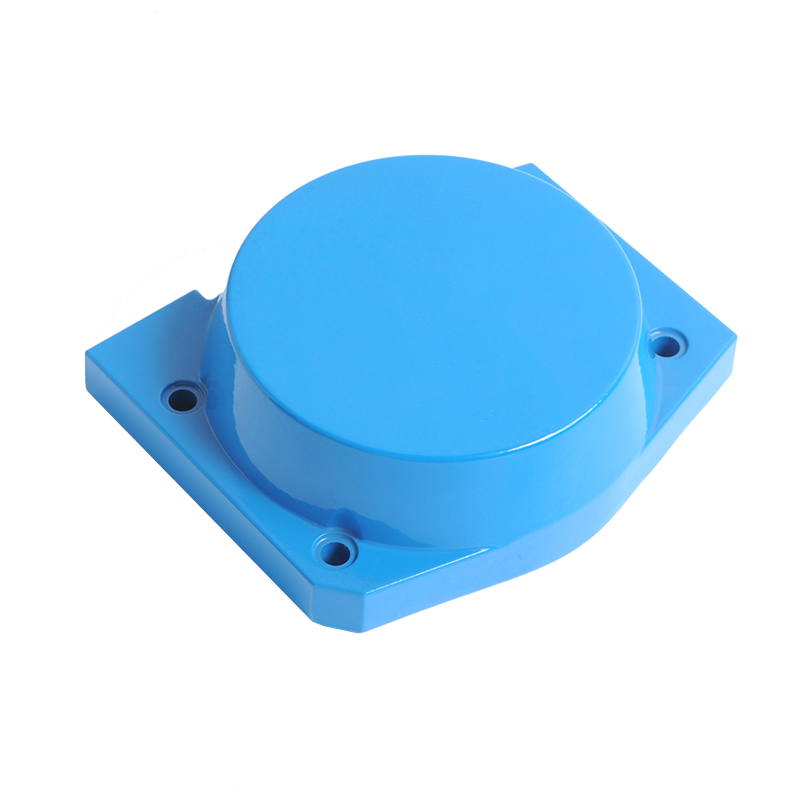
A treia etapă, care este tehnologia curentă curentă de turnare sub presiune de înaltă presiune, realizează presiuni de injecție de 30-150 MPa . Metalul topit umple rapid cavitatea matriței sub presiune ridicată, timpii de răcire scurtați la 3-8 secunde iar ciclurile de producţie ajungând 30-60 de secunde pe fotografie . Luând ca exemplu capacele motorului, produsele de turnare sub presiune de înaltă presiune pot controla toleranțele dimensionale în interior ±0,05 mm , cu rugozitatea suprafeței valori Ra mai jos 1,6μm , îndeplinind pe deplin cerințele de precizie pentru asamblarea motorului.
Industria își accelerează în prezent tranziția către celulele inteligente de turnare sub presiune. Un sistem inteligent complet de turnare sub presiune integrează monitorizarea în timp real a temperaturii, analiza curbei de presiune și extracția automată a pieselor robotizate. Datele arată că, după introducerea sistemelor inteligente de control al temperaturii, fluctuațiile temperaturii lichidului din aluminiu au fost reduse de la ±15°C la ±3°C . Îmbunătățirea rezultată a stabilității dimensionale reduce alocațiile de prelucrare ulterioare cu 40% , scăzând costurile de prelucrare pe piesă cu 12%-18% .
Controlul calității în turnarea sub presiune a pieselor de motor depinde de reglarea precisă a mai multor parametri de proces. Următorul tabel compară modul în care diferitele setări ale parametrilor afectează defectele tipice:
| Parametrul de proces | Interval recomandat | Defecte primare asociate | Nivel de impact |
|---|---|---|---|
| Temperatura lichidului din aluminiu | 660-720°C | Închidere la rece, lipire | Înalt |
| Temperatura matriței | 180-260°C | Porozitate, fisuri fierbinți | Înalt |
| Viteza de injectare | 2-6 m/s | Captarea aerului, incluziuni de oxid | Mediu-Ridicat |
| Presiunea de intensificare | 30-80 MPa | Porozitate de contracție, densitate insuficientă | Înalt |
| Timp de locuire | 3-10 secunde | Porozitate de contracție, abatere dimensională | Mediu |
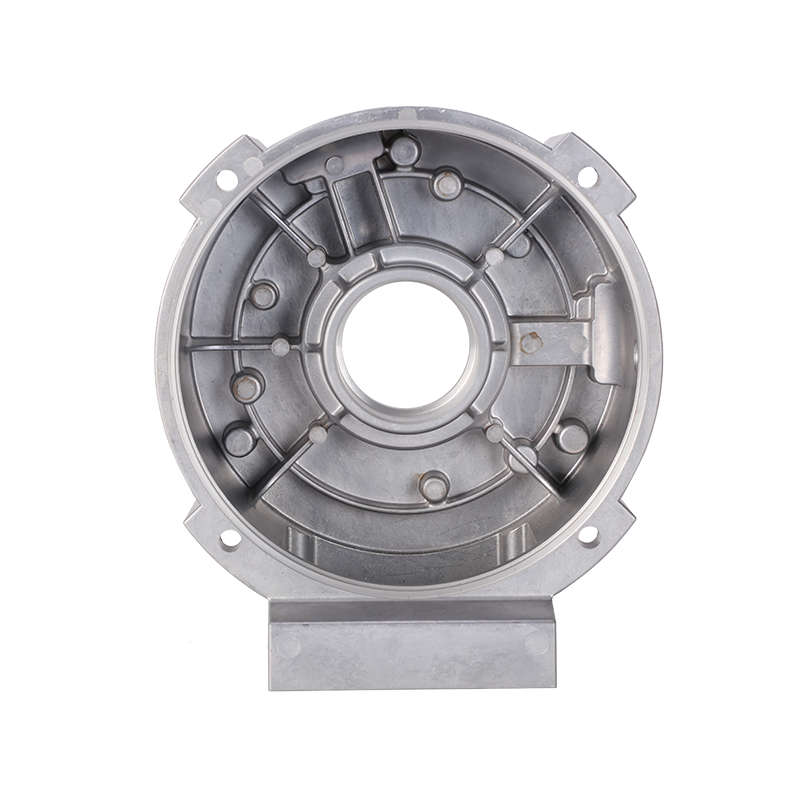
După cum se arată în tabel, temperatura lichidului de aluminiu, temperatura matriței și presiunea de intensificare sunt cei trei parametri de bază care afectează calitatea turnării sub presiune a pieselor motorului. Luând ca exemplu turnarea sub presiune a carcasei motorului, când temperatura matriței scade sub 180°C , ratele defectelor de închidere la rece cresc peste 8% ; când presiunea de intensificare este insuficientă la 30 MPa , porozitatea de contracție internă poate depăși 5% , afectând grav performanța de etanșare a motorului și eficiența disipării căldurii.
În domeniul turnării sub presiune a pieselor de motor, aliajele de aluminiu reprezintă peste 85% de cotă de piață, ADC12 și A380 fiind cele două tipuri cel mai frecvent utilizate. ADC12 are un conținut de siliciu de 9,6%-12,0% , oferind o fluiditate excelentă, potrivită pentru fabricarea capacelor de capete de motor complexe cu pereți subțiri și a cutiilor de joncțiune; A380 are un conținut de cupru de 3,0%-4,0% , cu rezistența la tracțiune care atinge 320 MPa , făcându-l mai potrivit pentru suporturi și baze de motor supuse la sarcini mecanice mari.
Cu toate acestea, aliajele tradiționale de aluminiu se confruntă cu blocaje în conductivitatea termică. Aluminiul pur are o conductivitate termică de 237 W/(m·K) , în timp ce ADC12 scade la aproximativ 96 W/(m·K) datorită conținutului ridicat de siliciu. Pentru a răspunde cerințelor ridicate de disipare a căldurii ale motoarelor de acționare a vehiculelor cu energie noi, industria promovează aliaje de aluminiu cu conținut scăzut de siliciu și conductivitate termică ridicată, care pot crește conductivitatea termică la 150-170 W/(m·K) menținând în același timp o fluiditate suficientă de turnare.
Densitatea aliajului de magneziu este numai 64% cea a aliajului de aluminiu (1,81 g/cm³ față de 2,71 g/cm³), demonstrând un potențial extraordinar în ușurarea motorului. Carcasele motorului turnate sub presiune din aliaj de magneziu AZ91D pot fi 25%-30% mai ușoare decât versiunile din aluminiu, în timp ce rezistența specifică (raportul rezistență-densitate) se îmbunătățește cu peste 15% . În prezent, piesele de motor turnate sub presiune din aliaj de magneziu au realizat aplicații în loturi în unele scule electrice de ultimă generație și motoare de drone, cu rate anuale de creștere depășind 12% .
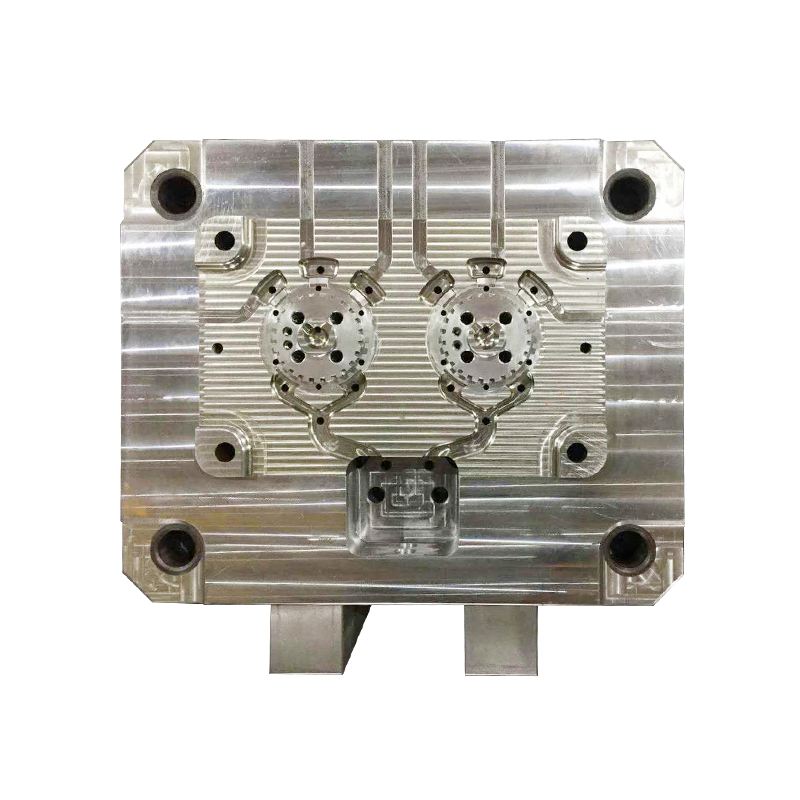
Formele de turnare sub presiune reprezintă prima poartă care determină calitatea pieselor de motor – precizia lor de proiectare și durata de viață afectează direct costurile de producție și consistența produsului. Pentru o matriță de turnare sub presiune a carcasei motorului, rugozitatea suprafeței cavității trebuie controlată mai jos Ra 0,4μm , cu precizia jocului de montare care atinge 0,02 mm nivel.
Alegerea oțelului pentru matriță este la fel de critică. Oțelul pentru scule H13 pentru lucru la cald, cu rezistența sa excelentă la oboseală termică, a devenit materialul principal pentru matrițele de turnare sub presiune a pieselor de motor, cu duritatea controlată de obicei la HRC 44-48 . În condiții normale de utilizare și întreținere, o matriță H13 se poate finaliza 80.000-120.000 cicluri de turnare sub presiune. Cu tehnologia avansată de tratare a nitrurării suprafeței, durata de viață a matriței poate fi prelungită până la peste 150.000 de cicluri , reducând costul de amortizare a mucegaiului pe shot cu 35% .
Designul de porți este o tehnologie de bază în ingineria matriței. Pentru capacele de capete de motor cu grosimea neuniformă a peretelui, adoptând porțile ventilatorului combinat cu intensificare locală procesele permit metalului topit să completeze umplerea cavității în interior 0,3 secunde , evitând efectiv captarea aerului în vortex. Datele reale de producție arată că proiectarea optimizată a porții poate reduce ratele defectelor de porozitate de la 4,2% spre dedesubt 1,1% .

Detectarea defectelor interne pentru piesele de motor se bazează în principal pe inspecția cu raze X și pe tehnologia CT industrială. Pentru carcasele motoarelor de acționare a vehiculelor cu energie nouă, criteriile de calitate standard din industrie sunt: diametrul individual al porilor care nu depășește 1,0 mm , iar suprafața totală a porilor reprezentând mai puțin de 2% a ariei secțiunii transversale. CT industrial de înaltă rezoluție (rezoluție 5μm ) permite 100% inspecție în linie, cu cicluri de inspecție sincronizate cu ciclurile de producție de turnare sub presiune, asigurând evacuarea zero defect.
Piesele de motor turnate sub presiune necesită de obicei prelucrare de precizie pentru a obține dimensiunile finale ale ansamblului. Luând ca exemplu carcasele rulmenților motorului, rezervă de semifabricate turnate sub presiune 0,8-1,2 mm alocația de prelucrare, iar după prelucrarea CNC, toleranța de rotunjime este controlată în interior 0,01 mm , cu rugozitatea suprafeței Ra mai jos 0,8μm , îndeplinind cerințele de precizie pentru potrivirile cu interferență ale rulmenților.
Pentru tratarea suprafeței, carcasele motoarelor adoptă în general procese de anodizare sau de acoperire electroforetică. Grosimea filmului anodizat este controlată la 8-15μm , crescând duritatea suprafeței mai sus HV 300 , oferind în același timp o izolație excelentă și rezistență la coroziune. Pentru piesele de motor pentru utilizare în aer liber, cerințele de testare cu pulverizare de sare depășesc 500 de ore fără rugină roșie, punând duble provocări pentru densitatea turnării sub presiune și procesele de tratare a suprafeței.
Industria de turnare sub presiune a pieselor de motor se confruntă cu trei tendințe semnificative:
Pentru producători, abordarea acestor tendințe necesită investiții sincronizate în modernizarea echipamentelor, cercetarea și dezvoltarea materialelor și digitalizarea. Întreprinderi echipate cu mașini mari de turnare sub presiune de mai sus 800T , stăpânirea tehnologiei de rafinare a aluminiului reciclat și stabilirea bazelor de date complete de proces va câștiga avantaje competitive semnificative pe piață în următorul 3-5 ani .
Ești gata COOPERA Cu Jieda?
* E -mailul dvs. este în siguranță cu noi, nu spam.
Produse
Informații de contact
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, districtul Beilun, Ningbo