Obțineți un citat
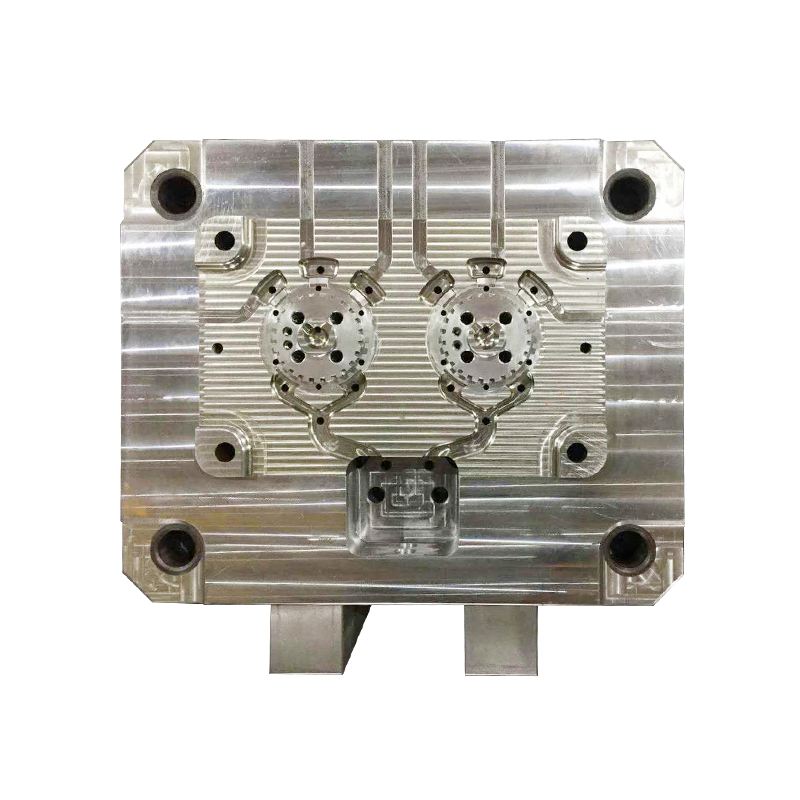
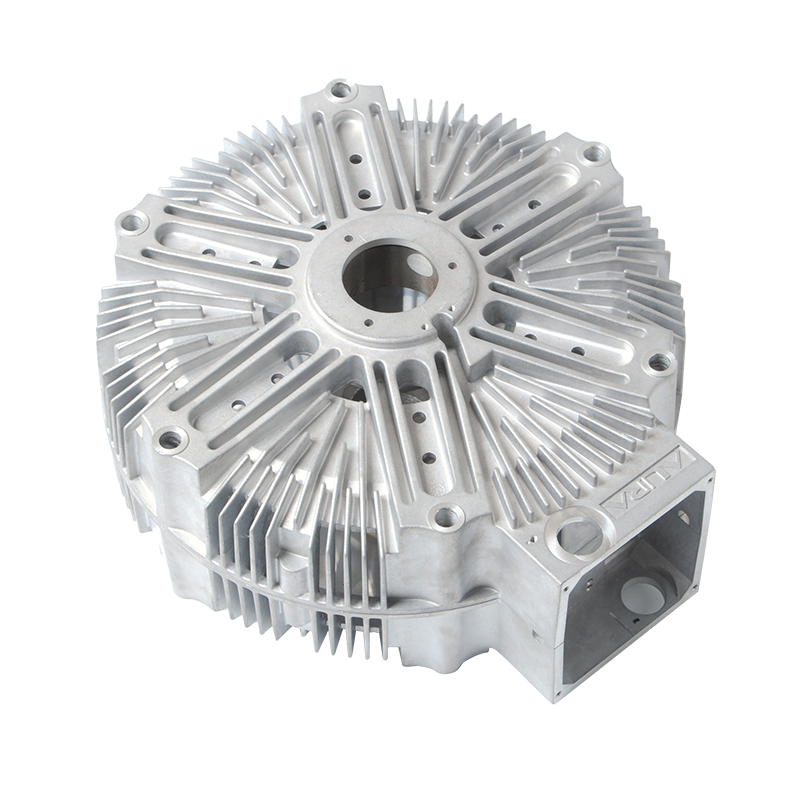
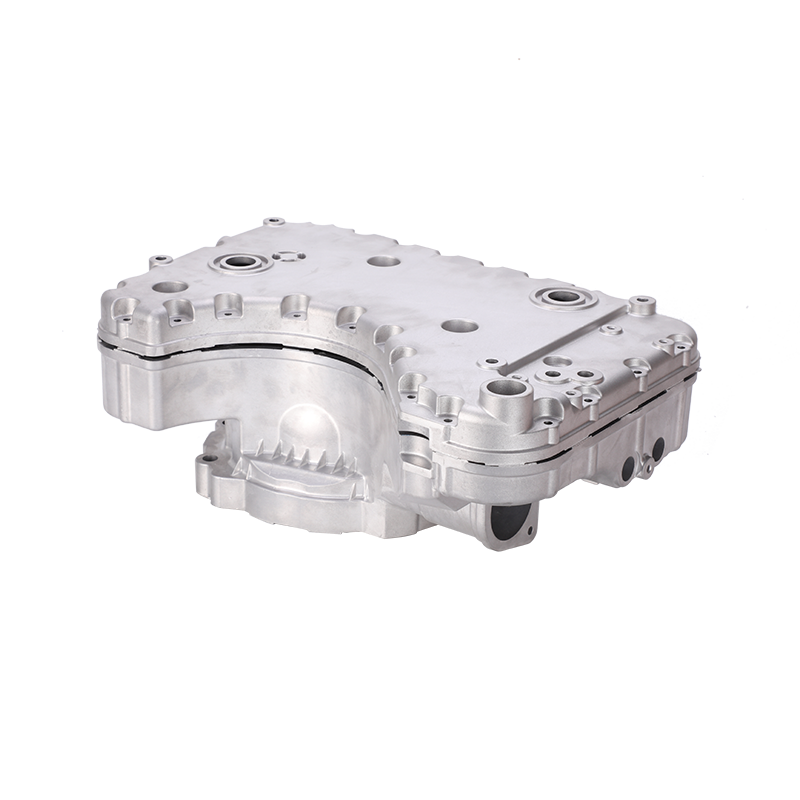
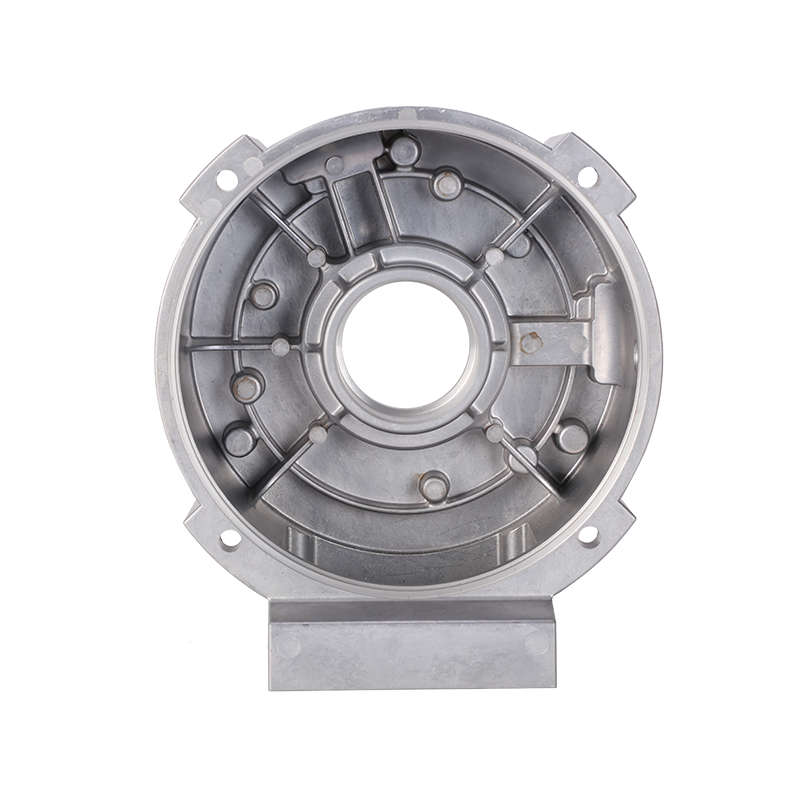
Carcasa cutiei de viteze turnare sub presiune este un proces de fabricație de înaltă presiune care injectează aliaj de aluminiu topit într-o matriță de oțel de precizie pentru a produce carcase de transmisie complexe, ușoare și cu precizie dimensională. Acest proces permite producerea de geometrii complicate - inclusiv aripioare de răcire, boturi de montare și structuri interne ale nervurilor - care ar fi dificil sau cu costuri prohibitive de realizat prin prelucrare sau alte metode de turnare.
Procesul utilizează în mod obișnuit mașini de turnare sub presiune (HPDC) cu cameră rece, cu o forță de strângere cuprinsă între 500 și 4.000 de tone, capabile să producă carcase cutie de viteze cu grosimi de perete de 0,8-1,5 mm, menținând în același timp toleranțe dimensionale strânse de ± 0,01 mm după prelucrarea CNC. Timpii ciclului variază de la 30 de secunde la 3 minute, în funcție de dimensiunea piesei, ceea ce îl face ideal pentru producția de automobile de mare volum, unde volumele anuale depășesc 50.000 de unități.
Componentele rezultate oferă raporturi excelente rezistență-greutate, cu carcase tipice ale cutiei de viteze din aluminiu turnat sub presiune care cântăresc cu 30–40% mai puțin decât piesele turnate echivalente din fier, oferind în același timp suficientă rigiditate pentru a menține alinierea angrenajului la sarcini operaționale de 200–500 Nm.
Aliajele de aluminiu domină aplicațiile carcasei cutiei de viteze, A380, ADC12 și A360 reprezentând cele trei alegeri de materiale primare, fiecare oferind caracteristici de performanță distincte, potrivite cerințelor operaționale specifice.
| Aliaj | Conținut de siliciu | Rezistența la tracțiune | Caracteristici cheie | Aplicații primare |
|---|---|---|---|---|
| A380 | 7,5–9,5% | 324 MPa | Cel mai bun aliaj universal; turnabilitate și prelucrabilitate excelente; raport bun rezistență-cost | Carcase generale de automobile, carcase de transmisie, suporturi structurale |
| ADC12 | 9,6–12,0% | 310 MPa | Fluiditate superioară; excelent pentru secțiuni cu pereți subțiri (0,6–1,2 mm); stabilitate dimensională ridicată | Carcase electronice complexe, componente de transmisie cu pereți subțiri, piese cu detalii ridicate |
| A360 | 9,0–10,0% | 317 MPa | Rezistență superioară la coroziune; etanșeitate îmbunătățită la presiune; rezistență mai bună la temperatură ridicată | Aplicații marine, componente ale sistemului de propulsie, carcase etanșe care necesită integritate la presiune |
| A383 | 9,5–11,5% | 310 MPa | A380 modificat cu fluiditate îmbunătățită pentru piesele cu pereți foarte subțiri | Carcase complicate ale cutiei de viteze cu pereți subțiri |
| A413 | 11,0–13,0% | 295 MPa | Etanșeitate excelentă la presiune și conductivitate termică | Componente care transportă fluide, carcase schimbătoare de căldură |
Asigurarea calității pentru turnarea sub presiune a carcasei cutiei de viteze se bazează pe o abordare de inspecție pe mai multe straturi care combină metode de testare vizuală, dimensională și nedistructivă (NDT) pentru a detecta atât defectele de suprafață, cât și cele interne. Având în vedere că carcasele cutiei de viteze trebuie să mențină integritatea presiunii și fiabilitatea structurală în condiții de încărcare ciclică, protocoalele de inspecție realizează de obicei rate de detectare a defectelor care depășesc 99,5% pentru caracteristicile critice de siguranță.
Porozitatea turnării sub presiune a carcasei cutiei de viteze din aluminiu se manifestă în primul rând ca porozitate de gaz (goluri sferice de 5-50 μm cauzate de hidrogenul prins) și porozitate de contracție (goluri neregulate 10-200 μm cauzate de contracția solidificării), cu prevenirea eficientă care necesită o abordare la nivel de sisteme, o abordare a procesului de topire și combinare de procesare de turnare.
În timp ce aliajele de aluminiu domină producția de carcase de cutie de viteze, aliajele de magneziu și zinc oferă alternative convingătoare pentru aplicații specifice în care reducerea greutății, capacitatea de amortizare sau considerațiile de cost au prioritate.
Turnarea sub presiune de magneziu oferă Densitate cu 33% mai mică decât aluminiul (1,8 g/cm³ față de 2,7 g/cm³), ceea ce le face atractive pentru cutiile de viteze EV, unde fiecare kilogram afectează autonomia. AZ91D oferă o calitate excelentă și rezistență la coroziune, în timp ce AM60B oferă o ductilitate superioară și rezistență la impact pentru aplicații critice în caz de impact.
Aliajele de zinc oferă o fluiditate excepțională, permițând grosimi de perete de până la 0,4 mm și geometrii complexe în formă de plasă, cu unghiuri de tragere minime. Zamak 3 oferă o rezistență la tracțiune de 280 MPa cu o ductilitate superioară (alungire de 10%) comparativ cu turnarea sub presiune din aluminiu.
| Material | Densitate (g/cm³) | Rezistența la tracțiune (MPa) | Temperatura maximă (°C) | Cost relativ |
|---|---|---|---|---|
| Aluminiu A380 | 2.7 | 324 | 200 | 1,0× (linie de bază) |
| Magneziu AZ91D | 1.8 | 230 | 120 | 2,5× |
| Zinc Zamak 5 | 6.6 | 331 | 120 | 0,8× |
Turnarea sub presiune din aluminiu standard atinge grosimi de perete de 0,8–1,5 mm pentru zonele generale și 2,0–4,0 mm pentru bofurile de montaj structurale. Cu aliajul ADC12 și porțile optimizate, sunt posibile secțiuni subțiri de 0,6 mm pentru caracteristici non-structurale.
Piesele turnate sub presiune convenționale nu pot fi tratate termic T6 din cauza porozității interne, cauzând formarea de vezicule. Cu toate acestea, piese turnate sub vid cu niveluri de porozitate <0,3% pot suferi cu succes tratament T6 , realizând rezistențe la tracțiune de până la 380 MPa.
Turnarea sub presiune devine competitivă din punct de vedere al costurilor la volume anuale care depășesc 5.000–10.000 de unități , cu eficienta economica maxima la 50.000 de unitati. Sub acest prag, turnarea cu nisip sau prelucrarea CNC pot fi mai economice, în ciuda costurilor pe unitate mai mari.
Sistemele de vid adaugă 15–25% la costurile cu scule și 10–15% la timpul ciclului, dar reduc ratele deșeurilor de la 8–12% la 2–4%, permițând în același timp tratamentul termic și sudarea. Pentru componentele structurale de automobile, impactul total al costului este de obicei neutru sau pozitiv atunci când sunt luate în considerare îmbunătățirile calității.
Suprafețele standard turnate ating Ra 3,2–6,3 μm. Opțiunile secundare de finisare includ sablare (Ra 1,6–3,2 μm), anodizare (decorativ de tip II sau strat dur de tip III), acoperire cu pulbere, acoperire electronică și acoperire de conversie cromat pentru protecție împotriva coroziunii.
Testarea scăderii presiunii aplică o presiune a aerului de 0,3–0,6 MPa cavităților sigilate, monitorizând căderea presiunii <5% în 30 de secunde. Testarea scurgerilor cu heliu (sensibilitate de 10⁻⁶ mbar·l/s) este utilizată pentru cerințe extreme, cum ar fi carcasele bateriilor EV sau carcasele ermetice de transmisie .
Ești gata COOPERA Cu Jieda?
* E -mailul dvs. este în siguranță cu noi, nu spam.
Produse
Informații de contact
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, districtul Beilun, Ningbo